With approximately 40 million units currently in service on overhead lines worldwide, composite insulators have become a viable alternative to glass or porcelain cap & pin insulators and long rods. Now, findings from two past project by a Consortium of European utilities are enabling power companies to optimally apply composite insulators on their networks by addressing the following key questions:
• How should composite insulators be selected?
• How can the manufacturing process of insulators be effectively monitored?
• What are best practices for handling insulators during storage and installation?
At the same time, many utility companies have already installed composite insulators on their overhead lines and in substations, in varying quantities and with differing lengths of service. Several additional questions remain unanswered:
• How should service experience be collected and analysed to inform appropriate maintenance actions?
• What types of maintenance are required for composite insulators?
• How can the remaining service life be evaluated, and what corresponding actions should be taken?
To best understand the context of the work within this project, it is important to start with some basics:
Asset Management (AM) refers to structured decision-making process and execution of maintenance plans aimed at optimizing utilization of assets that collectively form the grid. While the principles of AM are well established, the detailed approach—including how performance, effort, and risk for failures are balanced—varies depending on specific utility, its values, circumstances, and, most importantly, the asset in question.
Failures are typically categorized into three classes based on the time derivative of their hazard rate (h): teething failures (declining h), random failures (approximately constant h), and wear-out failures (increasing h), as illustrated in Fig. 1. These are described below.
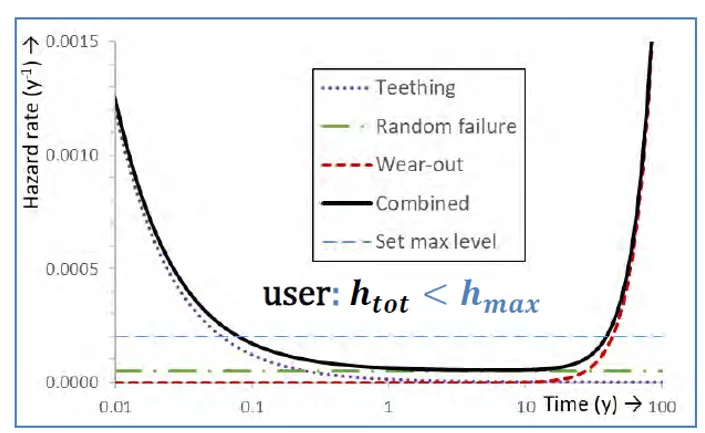
Teething describes phenomena that are prominent at the early stages of operation but diminish over time. A classic example in the context of insulators is the practice of storing glass cap & pin insulators prior to delivery. Storage allows time for self-shattering of toughened glass insulators caused by minor manufacturing defects to occur before they are put into service. For composite insulators, an example would be stricter quality control via Factory Acceptance Tests and expanded sample testing. These two are responsible for the reduction of teething rate called as “burn in testing”.
Random failures are characterized by a steady hazard rate, meaning that failure rate is independent of operational life of equipment. These failures typically arise from external influences, such as environmental factors or operational conditions. A typical example in the case of insulators would be a salt storm leading to instantaneous pollution event and flashover. While such failures are often considered bad luck, they are not entirely beyond the control of the utility. In fact, constant hazard rate can often be mitigated by implementing appropriate protective countermeasures.
Wear-out is characterized by increasing hazard rate, meaning that failures of yet surviving components culminate to an end of life of the whole batch. Failures start to succeed each other more rapidly, which can trigger a replacement wave that can prove overwhelming for logistics. Often utilities set hazard rate limits and replace equipment earlier to prevent overloading repair crews and interruption of power supply.
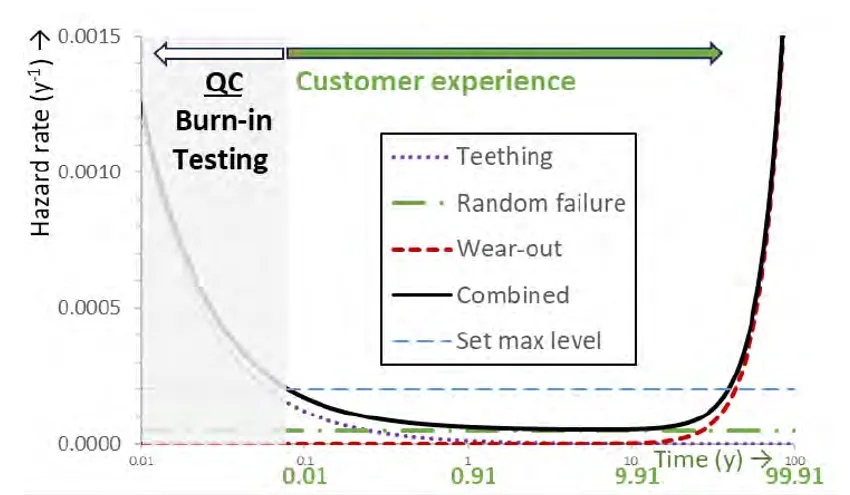
The bathtub curve presented in Fig. 1 is a general and objective description but does not necessarily need to turn into a reality a utility must endure. If a utility has its quality control in place, then the bathtub will change its form, as in Fig. 2. As a first step, inferior products are blocked from delivery. This is normally done by a burn-in or pre-ageing process at the manufacturer’s facilities followed by testing. A customer may have the impression that there was no teething. But, in fact, that process is only masked by quality control actions. The overall effect is that only good-quality items are delivered.
Wear of composite insulators causes hazard rate to increase, which can in turn exceed the maximum allowable limit for failures. There are two basic approaches, which power companies could apply in practice:
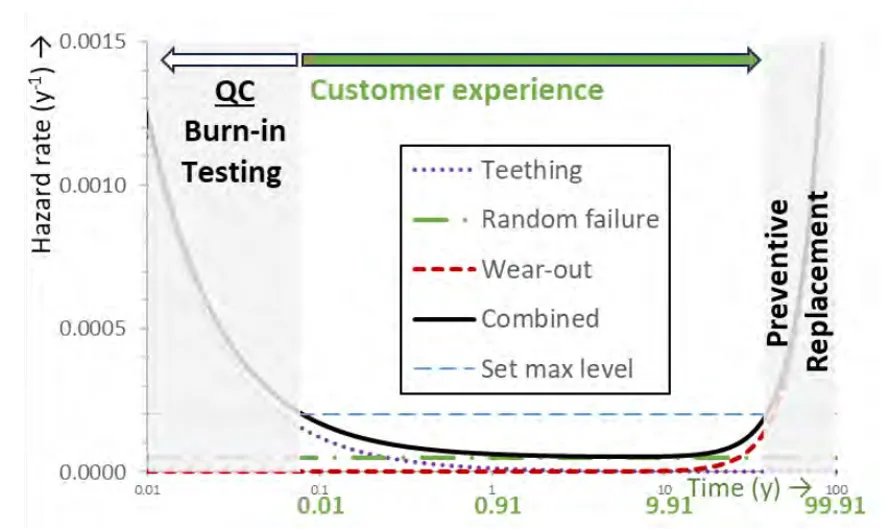
1. Run to Failure, which means acceptance that assets will fail. This is the foundation of Corrective Maintenance: once a component fails, it is replaced or repaired which corrects the faulty situation. An argument for this approach can be that a failure may not interrupt strategic functionality because of e.g. redundancy. Another reason can be that there is no viable alternative. The customer does experience higher wear rate as in Fig. 2, but it is part of an accepted maintenance strategy.
2. A preferable alternative is Preventive Replacement: before hazard rate exceeds the limit, respective assets are replaced (see Fig. 3). The moment of replacement can be determined by a preset planning (e.g., after defined number of years) or by the assessed condition (Inspection-Based Maintenance). The product life cycle is shortened, but failures are prevented. This saves emergency repair and collateral damage costs.
To enable timely and effective preventive maintenance, insulators must either be visually inspected or evaluated through condition assessment methods based on after-service testing. These inspections should follow an inspection-based maintenance strategy that prioritizes reliability and operational safety. To ensure cost-efficiency as well, any suitable test matrix used for condition assessment should be optimized to balance cost constraints with the need to gather data critical for informed maintenance decisions.
Plan to attend the 2025 INMR WORLD CONGRESS in Panama, where insulator expert, Dr. Igor Gutman of the Independent Insulation Group will propose an optimal test matrix for composite insulators. This test matrix, which is part of preventive maintenance, aims to minimize testing costs while maximizing the relevance and usefulness of the diagnostic data to allow practical maintenance planning. He will also propose the concept of a tailored test matrix, incorporating other methods such as electric field calculations, and provide examples of triggers for their application.