The scale of the Chinese power grid has increased rapidly over the past decade and so too has development and implementation of UHV DC technology. Indeed, a growing number of UHV DC projects have been put into operation and now play a significant role in allocation of local energy resources. Porcelain and glass disc type suspension insulators have been widely used in these projects due to their excellent mechanical and electrical properties as well as extensive operating experience. But shortly after being placed into service some of these insulators were found to suffer from corroded caps located at the negative polarity and corroded pins at the positive polarity. To help understand the causes behind this phenomenon, the corrosion mechanism was investigated and mechanical as well as electrical tests and simulations were performed to assess impact. Results showed that cap corrosion has the potential of accelerating accumulation of contaminants on insulator surfaces and thereby decrease flashover voltage. Pin corrosion risks decreasing mechanical strength of affected insulators. Professor Wang Liming of Tsinghua University in China reviews the key aspects of this problem and the remedial solutions proposed.



CLICK TO ENLARGE
The ±800 kV Chu Sui Line running from Yunnan to Guangdong and the XiangShang Line from Yunnan to Shanghai were both put into operation in 2010. But within only a year, hardware on many of the porcelain and glass insulators on these lines was found to have begun to corrode. For example, inspections carried out in October 2011 found more than 24,000 insulators with corroded iron caps on the Chu Sui Line. By March 2012, more than 2000 insulators with corroded iron caps had been detected on the XiangShang Line. In addition, a year later, 82 porcelain and glass insulators randomly retrieved from the positive polarity of the Chu Sui Line showed evidence of pin corrosion. With increase in operating time, the numbers of insulators having such hardware corrosion problems on these lines also increased and this was deemed a threat to the security and stability of the power system.
Analysis of Causes
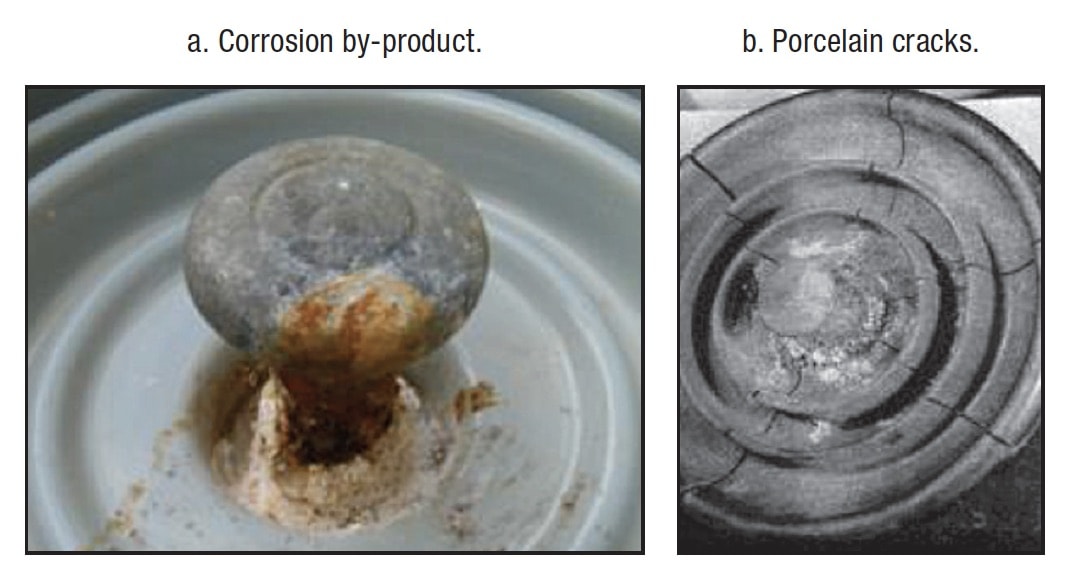
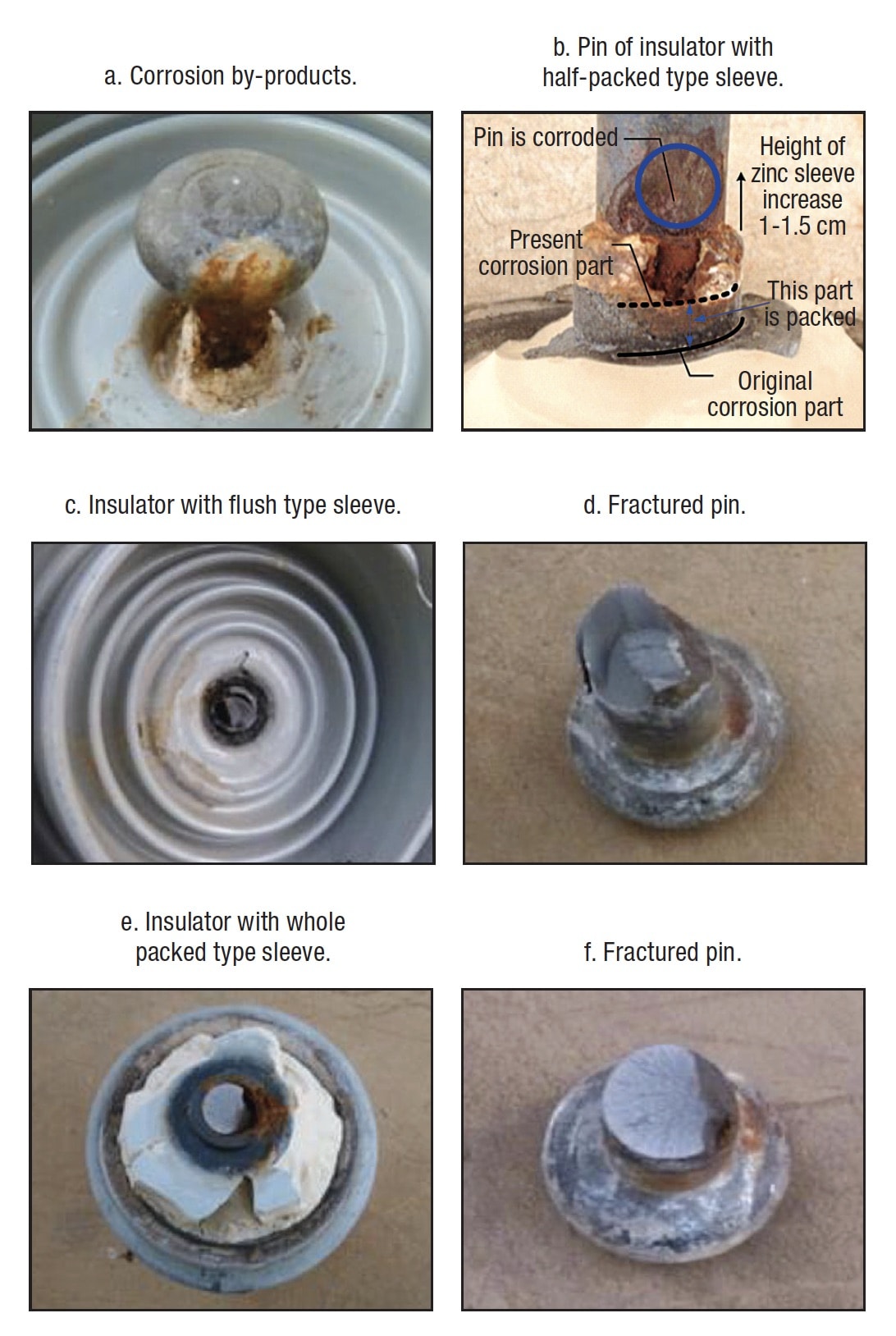
The porcelain and glass insulators with corroded fittings were all hung in V-string configurations. Moreover, those experiencing corroded caps were located at the negative polarity while pin corroded insulators were concentrated at the positive polarity. The corroded area of iron caps was typically the lowest portion and there was an obvious rust channel on insulator surfaces (Figs. 1a and 1b). In the case of pin-corroded insulators, the corrosion area was found to be in the annular region at the interface of the cement-zinc sleeve (Figs. 1c and 1d). Moreover, the lowest portion of the zinc sleeve was more seriously corroded than other parts.

CLICK TO ENLARGE
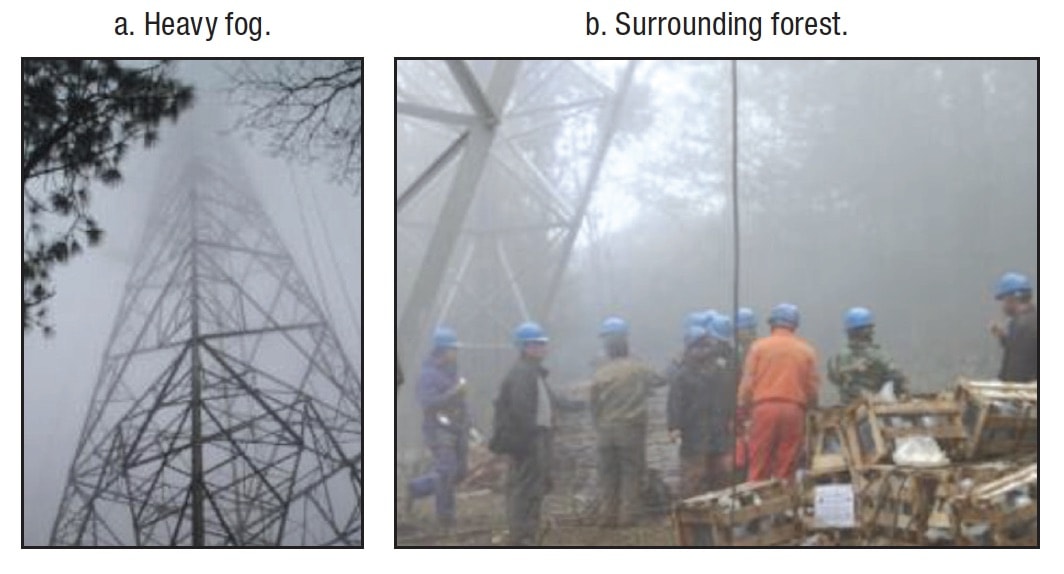
Electrolytic reactions played the central role in this type of corrosion process due to the polarity phenomenon of the hardware affected. Those insulators that were most seriously corroded were located in forested areas of the line, where humidity is high and there is continuous heavy fog during late autumn, winter and early spring. Fig. 2 shows the environment surrounding one of the most affected towers on the Chu Sui Line.
CLICK TO ENLARGE

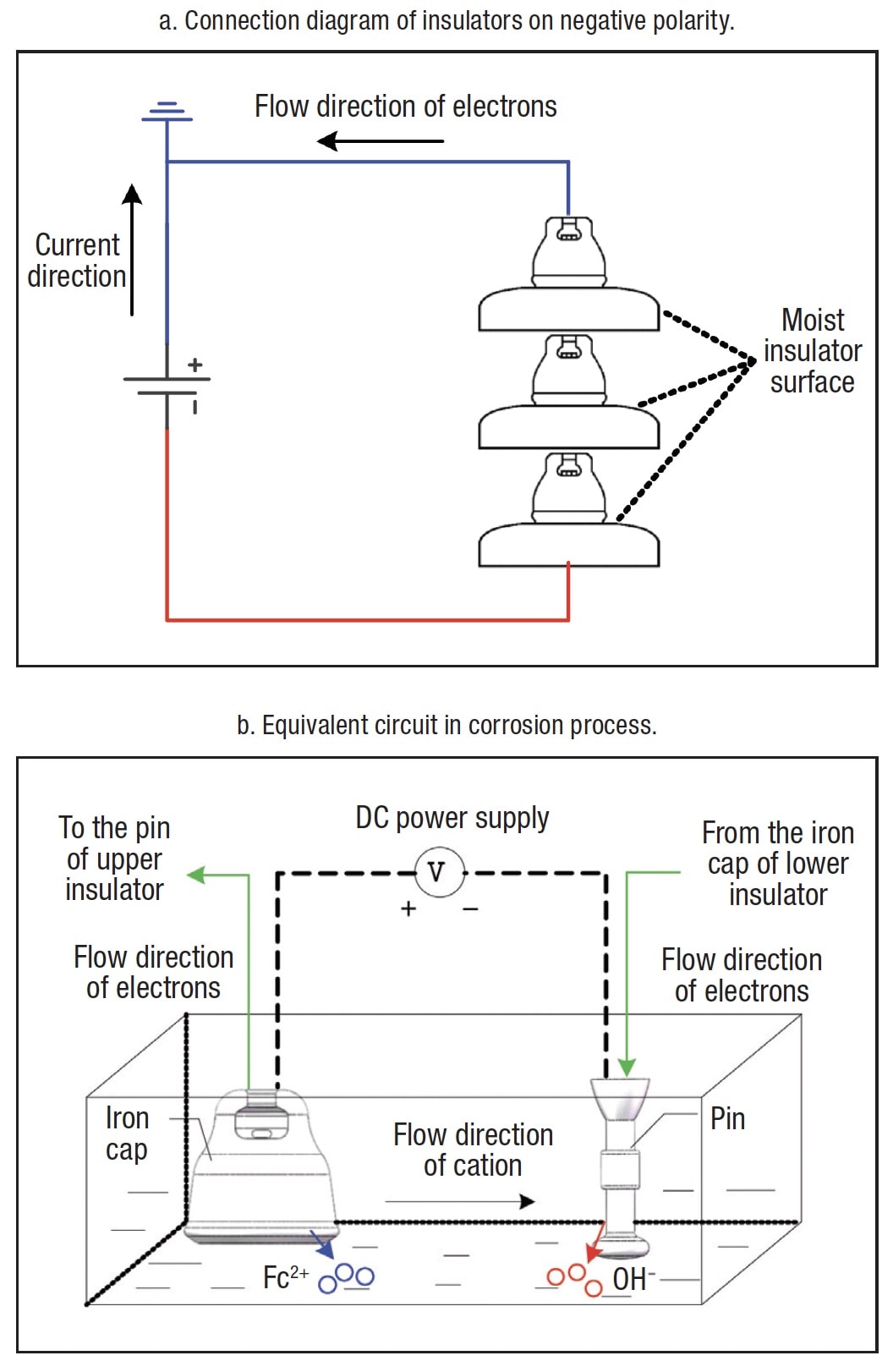
Fig. 3 describes the chemistry behind the corrosion appearing on iron insulator caps. The electrolytic loop in this case consists of the DC power supply, the hardware and an electrolyte. The iron cap connected to the positive (i.e. ground side) of the DC power supply acts as anode while the pin, connected to the negative side, is the cathode. Ferrous ions are formed from the oxidation reaction of the iron cap whenever the insulator surface becomes damp. H+ and OH- ions exist in the electrolyte as a result of water ionization and a reduction reaction occurs on the cathode side. Cations migrate to the cathode side and anions move to the anode side under applied DC voltage. Precipitates are formed and, due to presence of oxygen in the solution, a further oxidation reaction can take place. Constituents of the rust will vary under different conditions of temperature, pH and oxygen content.
CLICK TO ENLARGE
Simulation Test Method
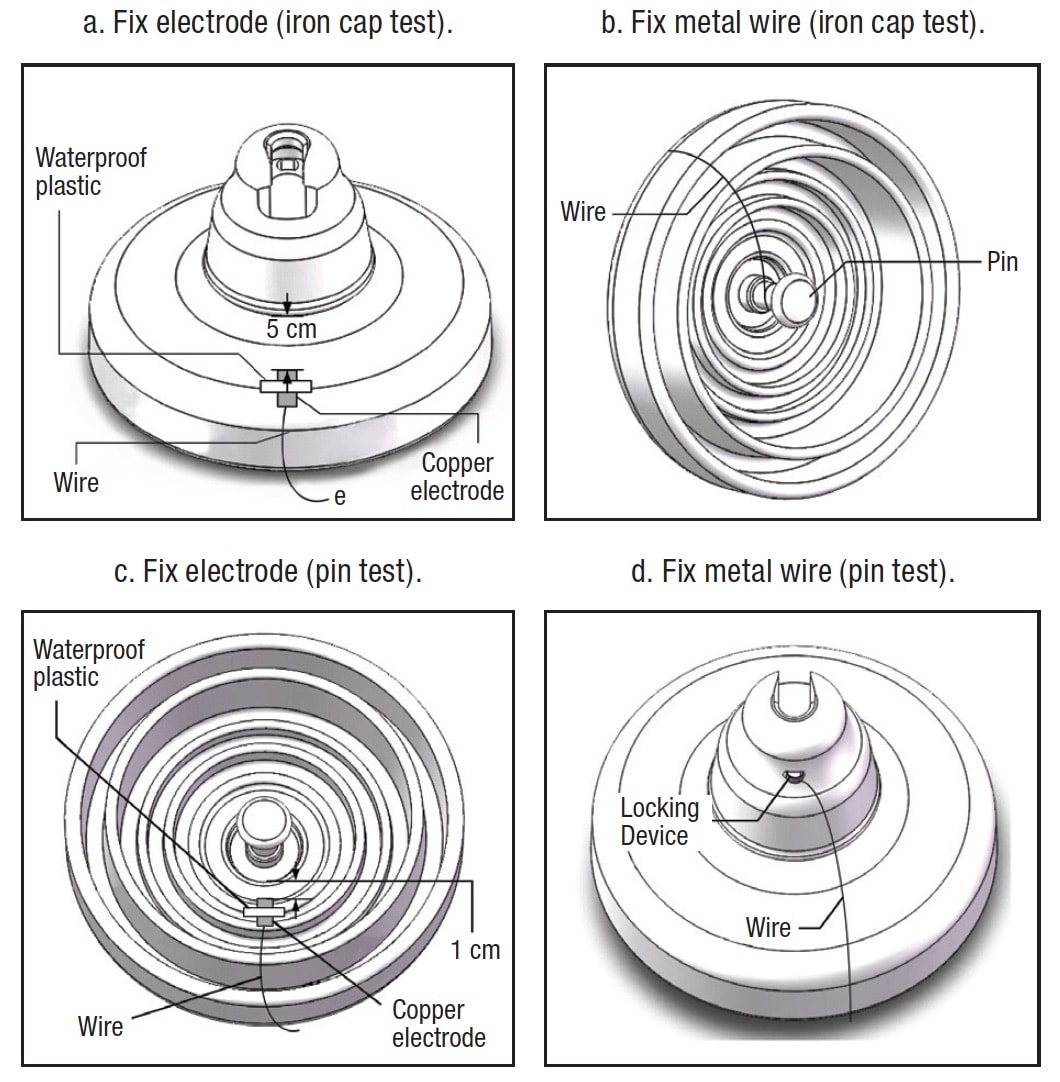
A water spray method was used to simulate the corrosion process affecting insulator hardware. Before the test, the copper electrode had to be pasted and fixed onto the insulator surface. Distances between electrode and insulation element (whether porcelain or glass) were about 5 cm and 1 cm for the iron cap and pin tests respectively (Figs. 4a and 4c). The metal wire connected to the other end of copper electrode was fixed onto the pin and onto a locking device for the cap and pin tests respectively (Figs. 4b and 4d).
CLICK TO ENLARGE
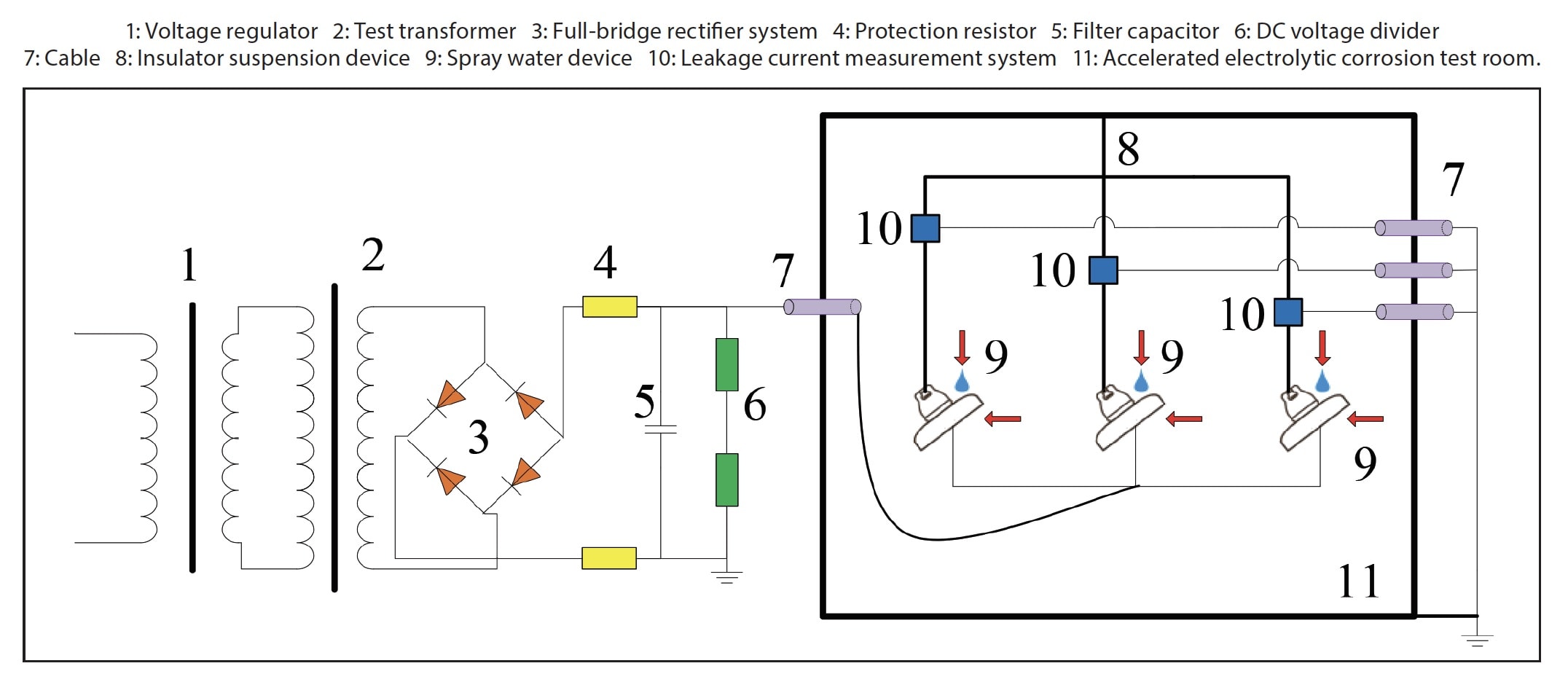
During the test, an NaCl solution was sprayed onto the surface of the insulator to form an electrolyte. In the case of the iron cap test, voltage applied to the pin was in the range -0.8 ~ -1.5 kV with the iron cap grounded. Conductivity of the NaCl solution and spray velocity were 8 ~ 10 mS/cm and 8 ~ 10 L/h respectively. In the pin corrosion test, voltage applied to the pin was in the range +0.4 ~ +0.8 kV with the iron cap grounded as well. Conductivity and spray velocity were 2 ~ 3 mS/cm and 2 ~ 3L/h respectively. This experimental set-up is shown in Fig 5.
CLICK TO ENLARGE

Influence of Hardware Corrosion on Insulator Mechanical & Electrical Characteristics
Influence of Iron Cap Corrosion
Measurement of Contamination Level
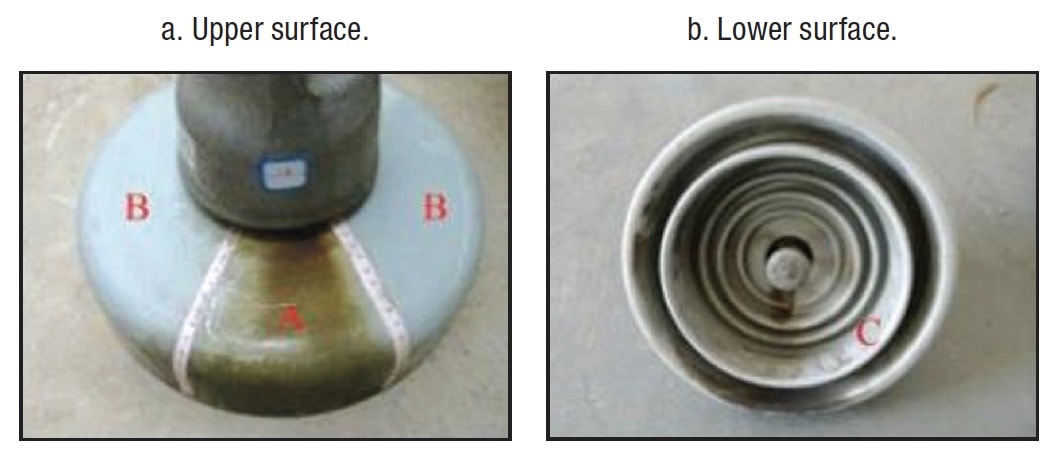
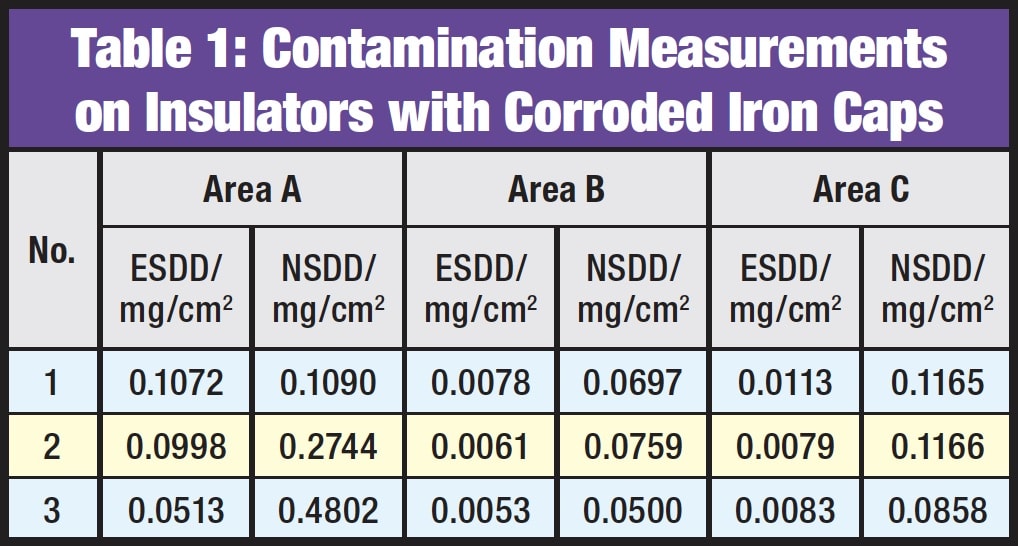
Contamination measurements were conducted on 3 porcelain insulators with corroded caps retrieved from Tower #407 of the ±800 kV Chu Sui Line. The surface of insulators was divided into three regions: one the area on the upper surface with accumulation of corrosion by-products (area A); a second was the upper surface without corrosion by-products (area B); and the third (area C) was the lower surface (Fig. 6). These measurements, presented in Table 1, indicated that ESDD and NSDD of area A was much higher than for areas B and C, i.e. contamination degree in the rust channel area was higher than in other areas.
CLICK TO ENLARGE
Pollution Flashover Testing
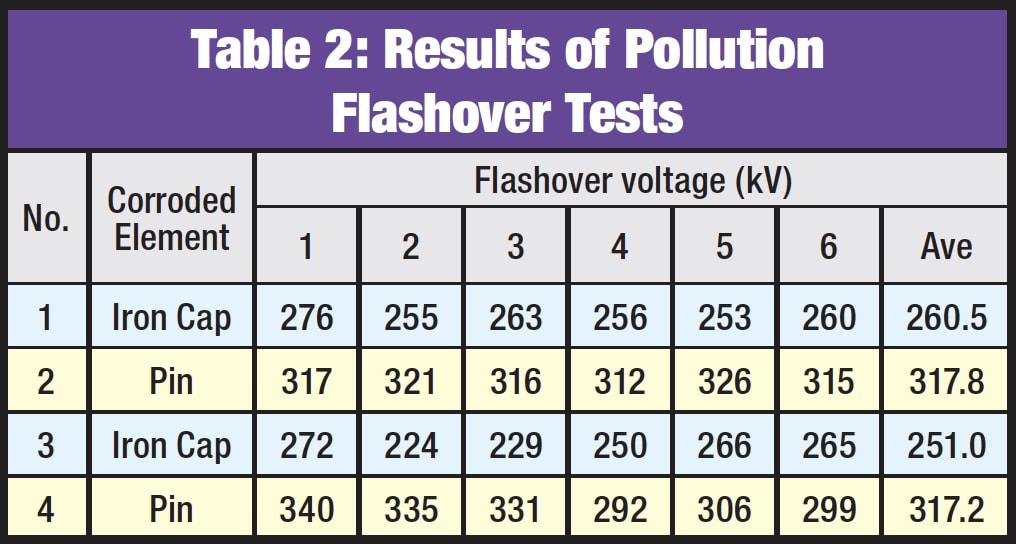
The negative and positive polarities of the ±800 kV Chu Sui transmission project were put into operation in June 2009 and June 2010 respectively. This transmission line had not experienced any flashover accidents at time of this investigation. But creepage phenomena at the negative polarity had already been reported on Tower #407 in August 2011, with sparks and noisy discharges. The XZP2-300 type porcelain insulators installed on this tower had experienced both early and serious corrosion. Every February or March, annual dead-line maintenance is performed on this line and each suspension type insulator is cleaned. That meant that the flashover test conducted on units retrieved from the line reflected a condition of only one year of operation. These tests were carried out in a 26 m × 26 m × 30 m fog chamber and maximum output voltage of the DC power supply was 1000 kV. Four groups of the porcelain insulators used on the Chu Sui Line were selected for the tests. Groups 1 and 2 were retrieved in March 2013 and Groups 3 and 4 in March 2014. Groups 1 and 3 consisted of insulators with corroded iron caps while Groups 2 and 4 were insulators with corroded pins. Every group included 14 pieces, hung in V-string at 76°, with 7 units on each side. The boost voltage method was used to conduct the flashover tests and the flashover time for each group was 6. Test results, shown in Table 2, revealed that flashover voltage of insulators with corroded caps was 20% lower than that of insulators with corroded pins.
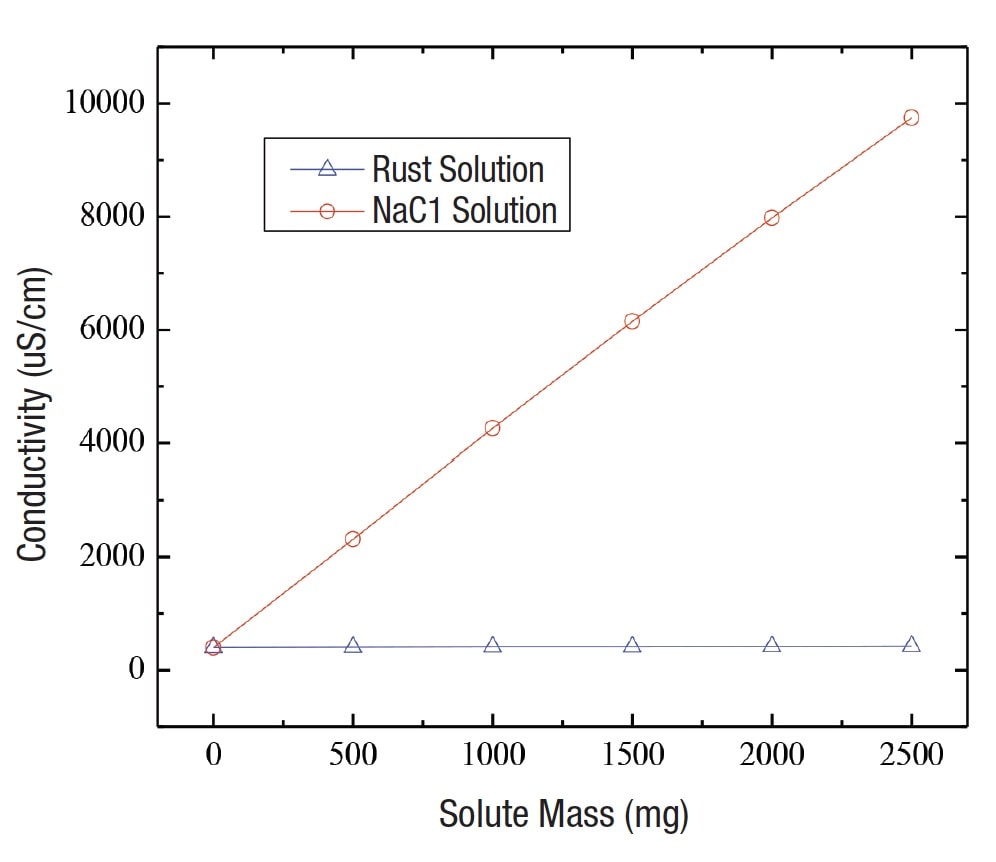
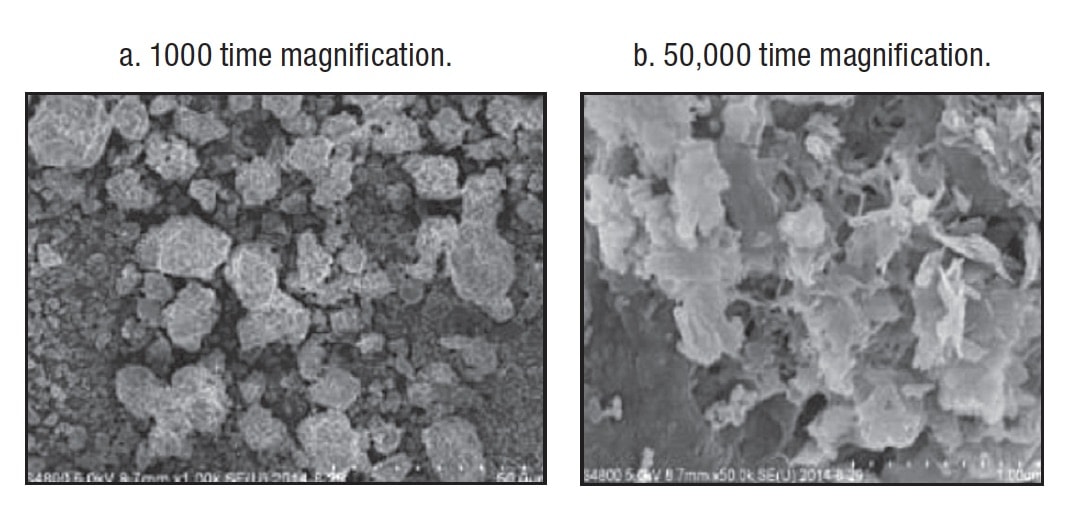
To analyze the cause of heavier pollution in the area around the rust channel, conductivities of solutions with different masses of rust were measured and compared with the same mass of NaCl. Results (Fig. 7) showed that rust is not soluble in water and has little influence on conductivity. Rather, the high degree of pollution in the rust channel area was caused by its rough surface that made it more difficult for contamination build-up to be removed. The micromorphology of iron cap corrosion by-products is shown in Fig. 8.
CLICK TO ENLARGE
CLICK TO ENLARGE
Influence of Pin Corrosion
The porcelain insulators on Tower #407 of the ±800 kV Chu Sui Line were used in a simulation calculation based on the FEM method. These insulators on this tower were hung in double V-strings at 76° and each string consisted of 69 insulator units. The transmission line employs a six bundle LGJ-630/45 type ACSR conductor. Referring to the local GB/T 1179-2008 standard, the diameter of each aluminum wire of this conductor is 33.8 mm and its mass is 2079.2 kg/km. The span between adjacent towers is 500 m and maximum conductor sag is 19 m, meaning the actual length of wire between towers is 501.8 m. Each tower bears the wire weight between spans evenly, namely:
![]()
The static tension that insulators must bear in each string is:

The weight of each XZP2-300 type insulator is 17.1 kg. The first insulator counted from the cross-arm bears maximum static tension:

As such, total static tension of this insulator is:
![]()
Calculations of mechanical stress and strain on the first insulator from the cross-arm (Fig. 9) show that, in the case of the pin, that portion exposed to air and the cement-zinc sleeve interface experiences great strain under the stress. If pin cross-section is reduced by corrosion, that part exposed to air could easily be pulled out. Moreover, if adhesive strength between pin and cement decreases due to expansion from corrosion by-products, the entire pin may be pulled out of the cap.

Mechanical Tensile Failure Test
Mechanical load test in accordance with Chinese National Standard GB/T19443 were conducted on the XZP2-300 type porcelain insulators. These included new production insulators as well as samples of those with corroded iron caps and corroded pins. The corroded porcelain insulators have a mechanical failure load of 300 kN although the failure load of new insulators is in the range 380 ~ 410 kN. For the corroded pin insulators with less than 4 year’s operation, their final failure load was mainly in the range 340 ~ 370 kN and typical failure mode is shown in Fig. 10.

CLICK TO ENLARGE
Test results indicate that, for pin-corroded insulators, even though the zinc sleeves have not been penetrated and pin cross-section has not been reduced, mechanical strength still decreases. This is because hoop stress at the cement-zinc sleeve interface weakens bonding strength between them (as in Fig. 11).
CLICK TO ENLARGE

Remedial Measures
Solution to Corroded Iron Cap
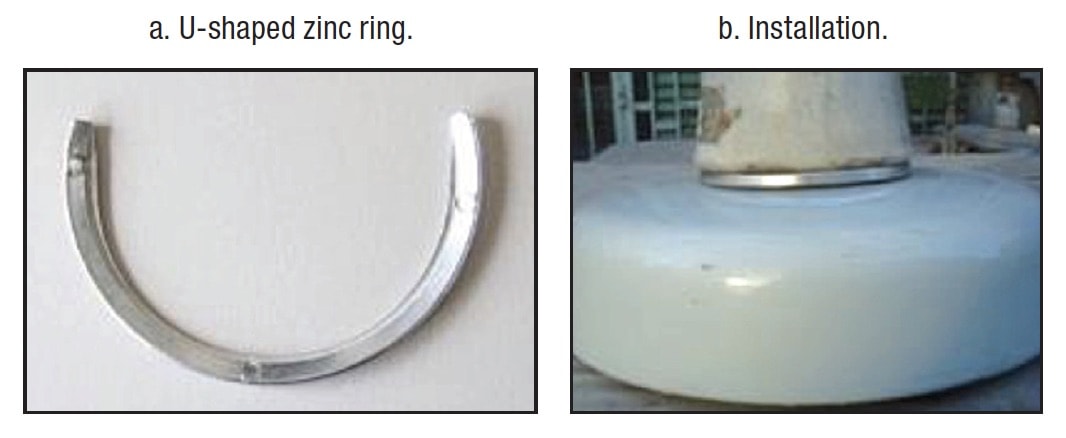
A U-shaped zinc ring was designed to suppress future electrolytic corrosion on the iron caps of insulators in service on these lines (Fig. 12).
CLICK TO ENLARGE
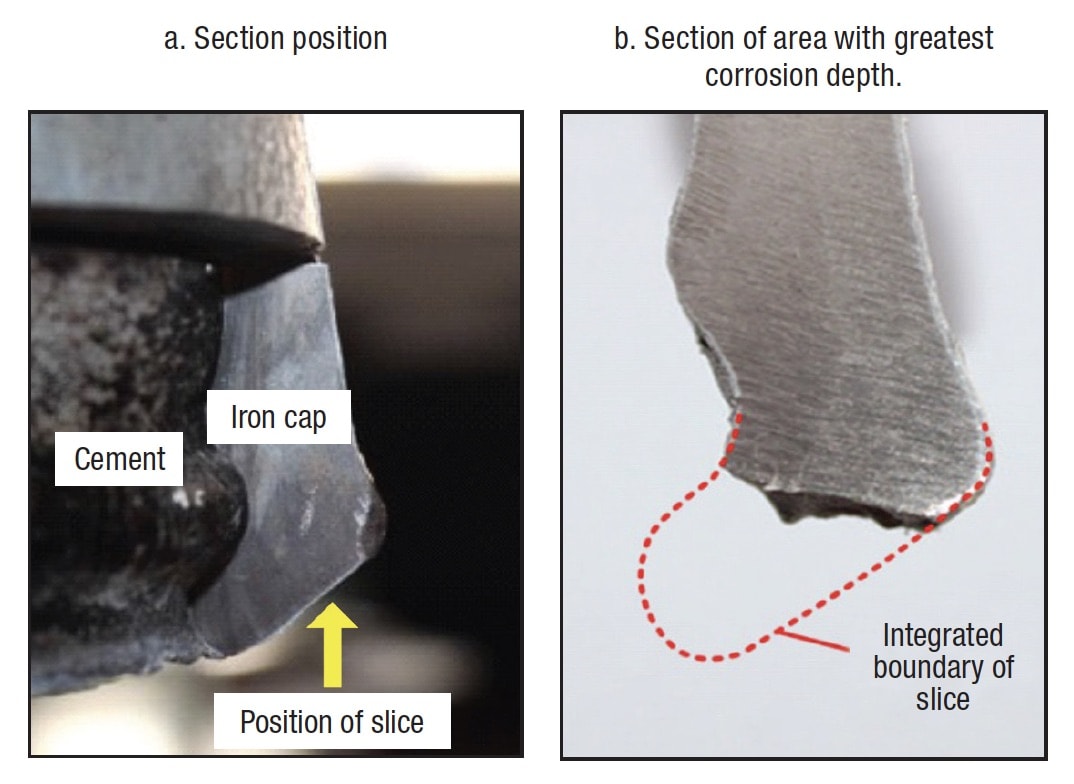
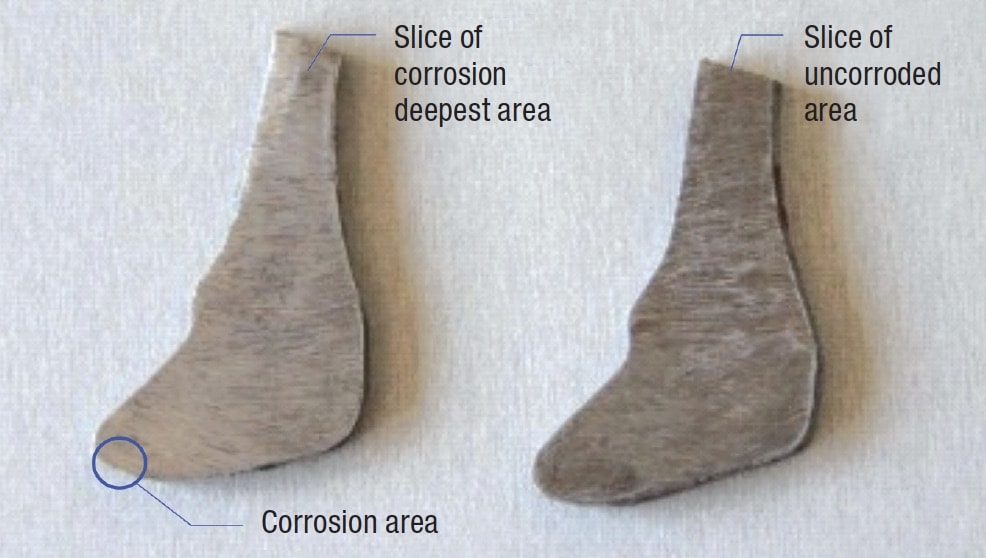
In order to verify effectiveness of the U-shaped zinc ring in suppressing corrosion, XZP2-300 type porcelain insulators were used to carry out an accelerated corrosion test using the water spray method to simulate electrolytic corrosion. The iron caps were grounded and voltage applied on the pins was -0.8 ~ -1.5 kV. These insulators were hung in a 76° V-string – the same as on the actual line. In the simulated corrosion, electric charge quantity was set as 81,000 C, according to maximum average annual amount of corrosion charge (i.e. 2618 C/year) obtained from Chu Sui Line and given an expected 30-year insulator service life. The respective sections of iron caps with greatest corrosion depth, with and without the zinc ring, are illustrated in Figs. 13 and 14. These show that the corrosion depth of the cap without the zinc ring is quite large. However, after installation of the zinc ring, that section with deepest corrosion is almost the same as for the non-corroded area. Therefore, installing the U-shaped zinc ring is effective in suppressing electrolytic corrosion of caps.
CLICK TO ENLARGE
CLICK TO ENLARGE
Solution to Cap Corrosion on Newly Produced Insulators
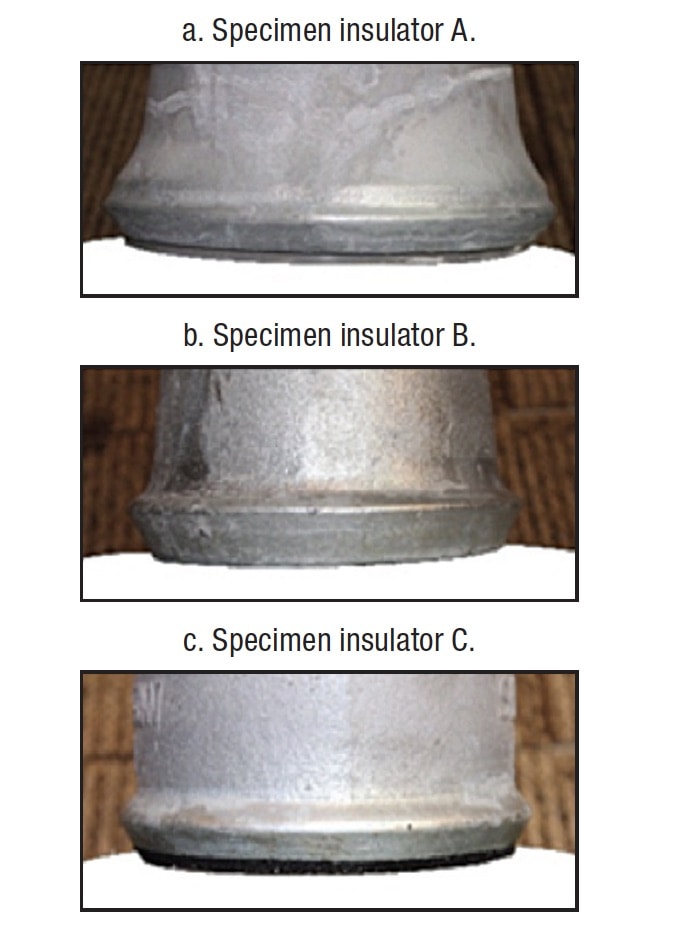
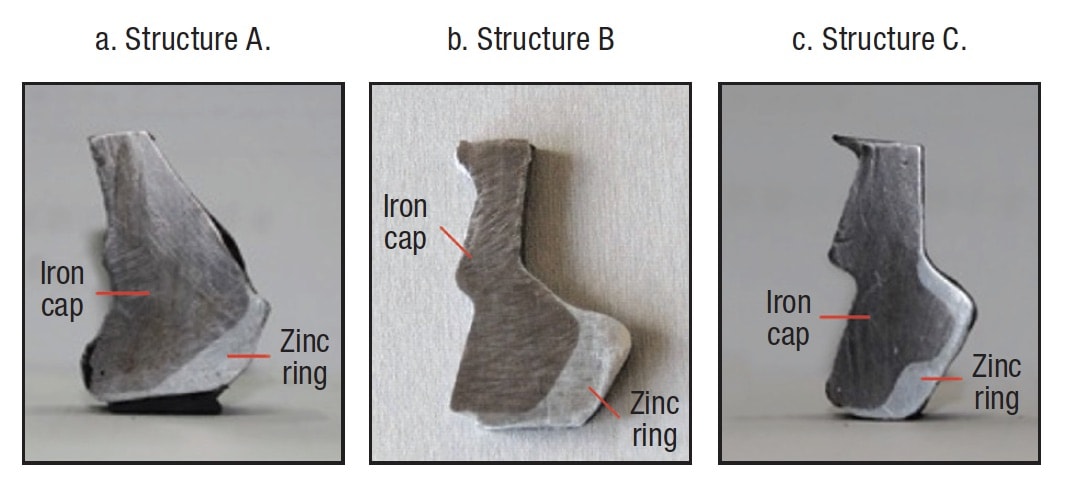
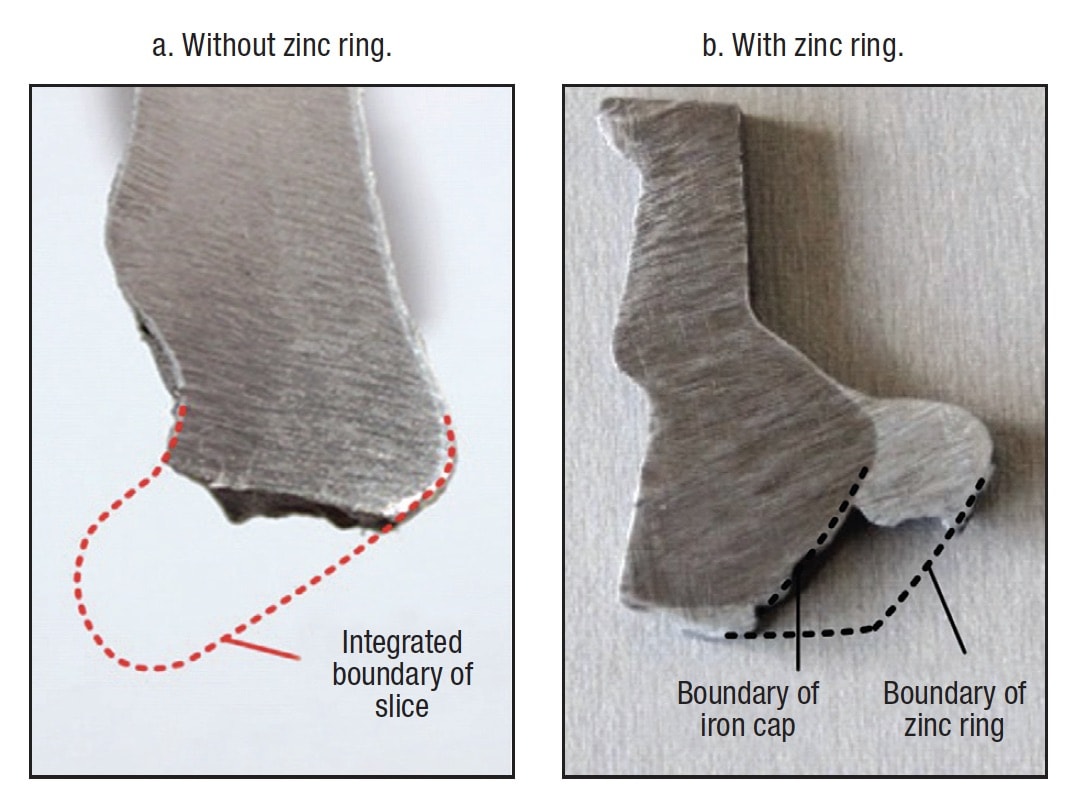
For newly produced porcelain insulators, the zinc ring attached to the iron cap is designed to suppress electrolytic corrosion (Fig. 15). The structure and size of these zinc rings were optimized according to simulation test results on specimen insulators (Fig. 16). In the simulated corrosion, the electric charge quantity was set as 45,000 C. The respective sections with greatest depth of corrosion in the iron caps, with and without the zinc ring, are illustrated in Fig. 17.
CLICK TO ENLARGE
CLICK TO ENLARGE
CLICK TO ENLARGE
Solution to Corroded Pin Insulators
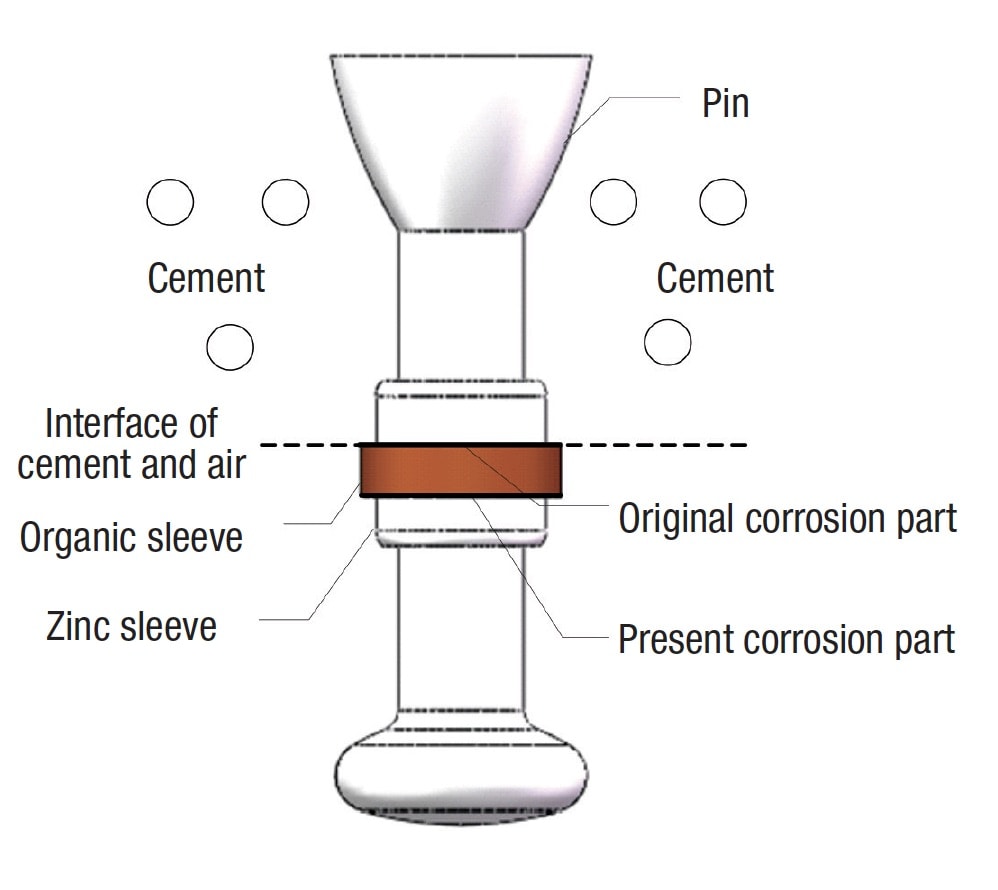
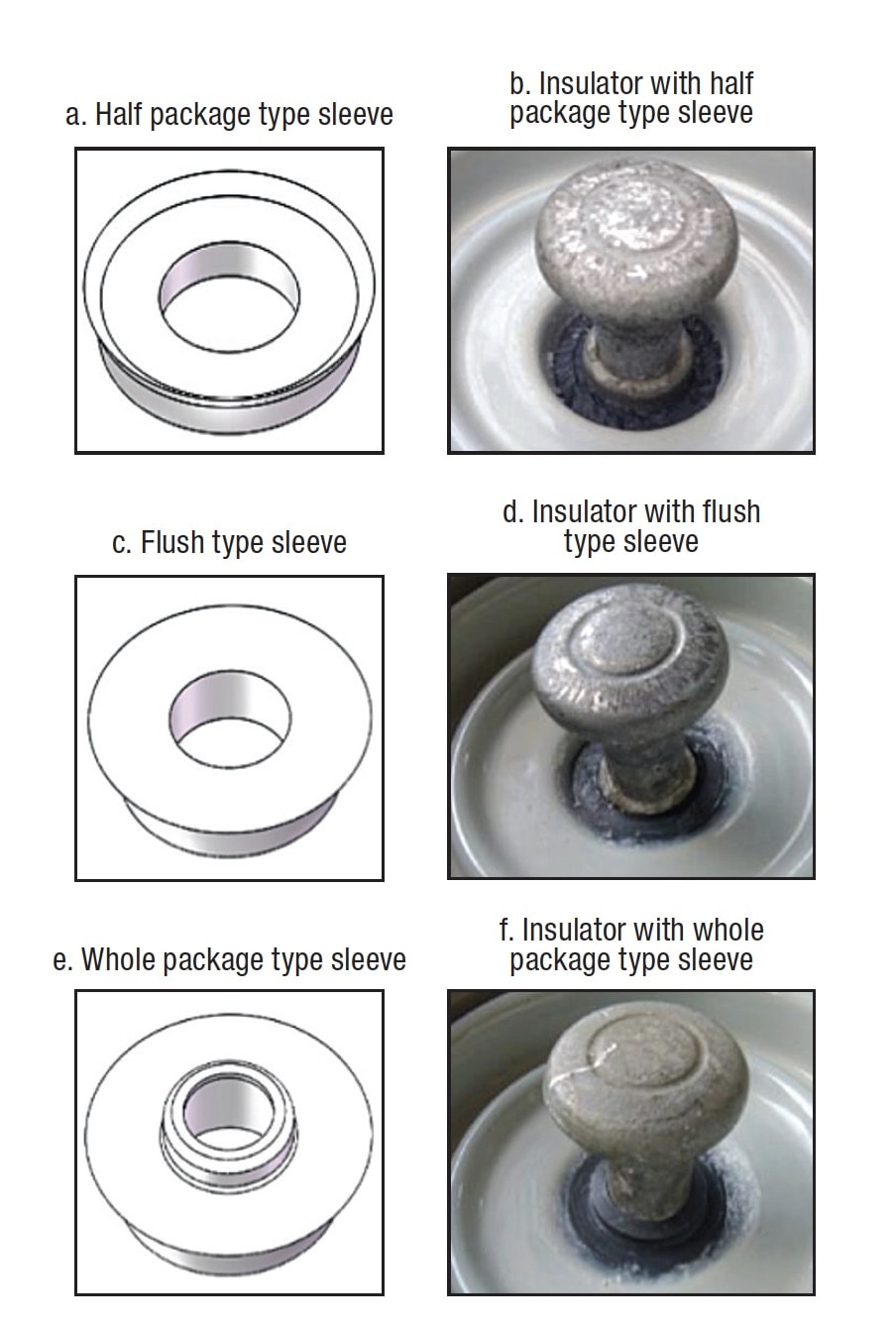
According to past research, mechanical strength of insulators in service decreases even if pins are not corroded and become thinner since expansion caused by corrosion by-products reduces bonding strength between cement and zinc sleeve. Thickening the zinc sleeve will not help in this case. Therefore, it was recommended to install an organic material sleeve over the zinc sleeve (Fig. 18). Such a sleeve can be manufactured with two types of material: one a high temperature vulcanized (HTV) silicone rubber; the other a semi-conductive rubber made by adding conductive carbon black to the HTV silicone. The organic sleeve alters the corrosion portion of the zinc sleeve, shifting the corroded area from the interface of the cement-zinc sleeve to the exposed portion of zinc sleeve that does not bear hoop stress. This prevents any decrease in bonding strength between cement and zinc sleeve. Improved suspension disc insulators, fitted with organic material sleeves, are being used mainly in regions with high humidity and heavy pollution. Three types of organic material sleeves have been designed and manufactured for the XZP2-300 type porcelain insulators being installed on these UHV DC lines: half package type; flush type; and whole package type (Fig. 19).
CLICK TO ENLARGE
CLICK TO ENLARGE
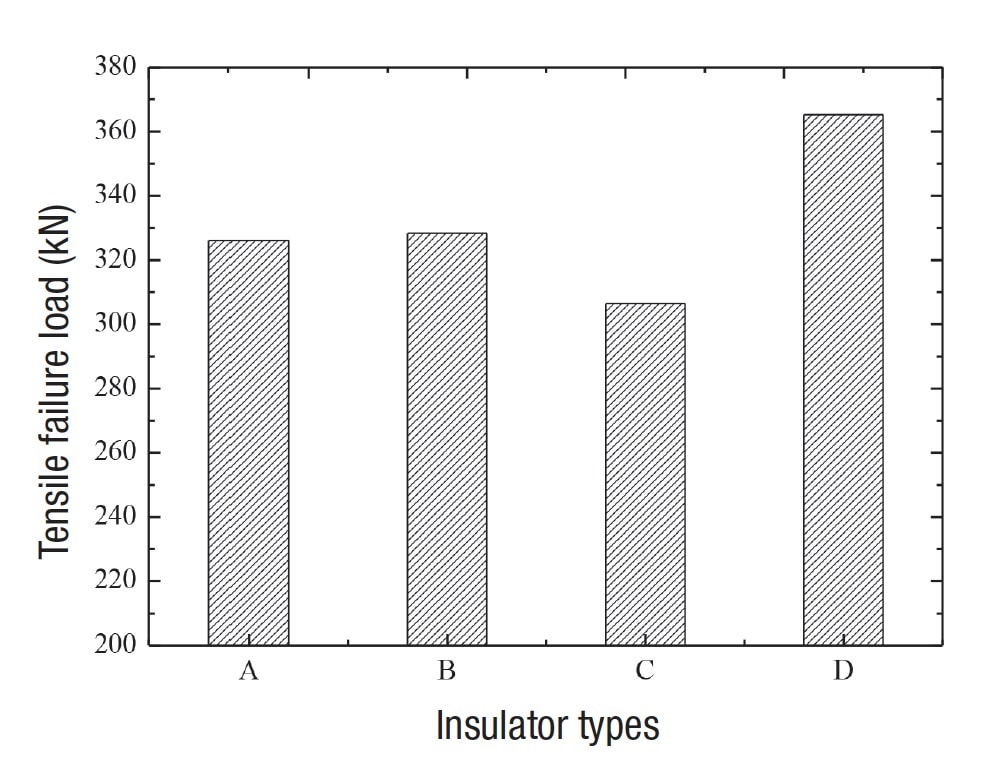
Simulation tests were conducted on porcelain insulators with these different organic sleeves using the water spray method. Test electric charge quantity was set at 45,000 C, according to maximum average annual amount of corrosion charge (1500 C/year) obtained from the Chu Sui Line and given a 30-year insulator service life. After these tests, a 1000 kg cement block was hung on these insulators for 6 months (Fig. 20), following which a tensile load test was performed in accordance with Chinese National Standard GB/ T19443. Tensile failure loads and condition of pins are shown in Figs. 21 and 22 respectively. Fig. 22b shows that installation of a half package type organic sleeve has altered the corrosion area in the zinc sleeve. The original corroded portion of the cement-zinc sleeve interface bears radial stress while the new corrosion area is now the exposed portion of the zinc sleeve that has no hoop stress to withstand. Thus, expansion of corrosion by-products will no longer have adverse impact on insulator mechanical strength. Test results, illustrated in Fig. 21, verified the effectiveness of the half package type organic material sleeve. Corrosion will still include the pin if installing flush type or whole package type sleeves, which can reduce pin cross-section and decrease mechanical strength. Moreover, test results (Fig. 22b) indicate that the portion of zinc sleeve between the two lines is packaged by the organic sleeve and cannot be used to protect the pin as a sacrificial electrode. In other words, installation of the half package type organic sleeve can reduce effective size of the zinc sleeve and lead to pin corrosion (as shown by the blue circled area in Fig. 22b). To resolve this, it was suggested to add 1 ~ 1.5 cm to the existing height of the exposed portion of the zinc sleeve.

types of organic sleeves.
Conclusions
1. Hardware corrosion phenomena have occurred on ±800 kV UHV DC transmission lines, caused mainly by electrolytic activity;
2. Iron cap corrosion can lead to greater contamination accumulating on insulator surfaces and decrease flashover voltage of the entire string;
3. Pin corrosion can reduce mechanical strength of the insulator;
4. Zinc ring and U-shaped zinc rings can be used to suppress iron cap corrosion on both newly produced and in-service insulators;
5. Installing an organic material sleeve can resolve the problem of decreased mechanical strength caused by expansion from corrosion by-products.