High voltage insulator coatings (HVICs) are used in outdoor electrical applications to reduce risk of flashover and prevent disruptions to power systems. Still, while their benefits are widely recognized, not all are familiar with practical application of coatings onto the insulators. But application method has a great impact on key variables such as coverage and uniformity, surface finish, control and precision, material usage and waste.
This edited contribution to INMR by Emily Hopkins and Matt Saunders of CSL Silicones reviews different techniques that can be used to apply RTV silicone coatings and explains their advantages and disadvantages as well as the financial implications of their use. Choice of application method depends on a variety of factors including physical properties of the coating, scale of the project and the technical expertise and resources available to the user.

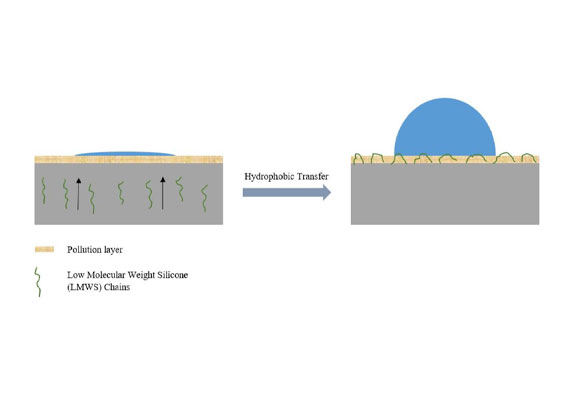
Sources of contamination such as salt fog, fertilizer dust or industrial pollution can accumulate on the surface of glass and porcelain insulators. An electrically conductive film can then arise under wet atmospheric conditions resulting in uncontrolled leakage current and flashover events. Room Temperature Vulcanized (RTV) silicone coatings are highly effective at preventing contamination related flashovers due largely to their hydrophobicity and hydrophobic recovery.
Initially used mostly as a maintenance product on station insulators, they are now becoming an integral part of station and transmission line design in high pollution areas. In 2020, for example, an estimated 10 million coated cap and pin insulators were already in use, with market projections of continuing growth.
To achieve quality results, one must implement quality controls for application of RTV silicone coatings. For all application methods, it is vital to have a clean and dry insulator for the coating to achieve good adhesion to the surface. High-pressure washing with water is often sufficient, while a dry abrasive cleaner can be used for more challenging contamination on installed insulators during field application. Any detergents used in cleaning must also be thoroughly rinsed off. Greased insulators must be cleaned first by hand wiping or using a dry abrasive cleaner, then can be wiped clean using a solvent to remove the remaining grease.
Since RTV silicone coatings are typically dispersed with solvent and could contain other hazardous materials, appropriate ventilation and safety equipment for applicators is always required. Regardless of method, coating material must be mixed thoroughly to ensure a homogeneous coating is applied. Moreover, insulators should be assessed to ensure there is complete coverage of the coating. Undersides of sheds with deep ribs can be difficult to reach and must be well coated. Missing or damaged coating should be touched up.
Coatings should be applied to the recommended thickness, typically 300–500 microns of dry film thickness, to achieve optimal performance. Though comb-style wet film thickness gauges are frequently used by applicators, accurate results depend on a flat substrate to ensure all teeth penetrate the coating at the expected depth. Curvature of the insulator could result in inaccurate wet film thickness readings. It is better to use an ultrasonic thickness gauge, using the correct parameters for the specific coating and substrate, on cured coating.

Application Methods
Many different techniques can be used to apply HVICs, which are selected for a range of different reasons. This section will introduce the various approaches and outline the control and precision, the typical coverage and uniformity and surface finish that can be achieved with the application method. It will discuss the process of their application, the speed and efficiency of application, and the expertise and equipment required to use the technique. Care must be taken to ensure high-quality application regardless of the method, including well-trained staff, effective quality control supervision, and optimized processes.
1. Spray
Spray coating is the most common type of application for RTV silicone coatings on insulators. General equipment includes a spray gun, hose, pump and/or compressor, and controls for regulating flow, pressure and spray pattern. Spray coating differs from other techniques since it atomizes the coating: the coating is broken up into tiny droplets and delivered by fanning it across the substrate. Atomization facilitates smooth, uniform and aesthetically controlled finishes.
When applied correctly, this method can provide complete coverage. However, due to the complex shape of a typical insulator, one cannot expect to achieve perfectly even thicknesses within the recessed areas of the bottom of an insulator. There is a ‘shadowing’ effect caused by the sheds which could lead to thinner areas. Diligent quality control should include regular thickness measurement to ensure sufficient coating has been applied; however, some variation is expected and does not compromise coating effectiveness. Spray application also enables precise, targeted coating. For example, selectively coating only the lower half of an insulator has been shown to significantly enhance performance compared to uncoated insulators, albeit somewhat less effectively than fully coated. This selective capability underscores the versatility of spray coating in optimizing material use while maintaining functionality.
There are a variety of approaches to achieve atomization at the spray gun tip. The properties of the material affect how well atomization occurs using a particular spray coating method. Higher viscosity coatings typically will require higher pressures to atomize effectively, though particle size and rheology are also important factors to ‘sprayability’.
Some techniques are also highly dependent on substrate. For example, electrospray is particularly effective at achieving good coverage and uniformity on complex geometry, which is often an obstacle in coating insulators. However, a non-conductive surface cannot dissipate the charges of droplets and thus uniformity and transfer efficiency are greatly reduced. As such, electrospray is not suitable for coating insulators. The differences between conventional air spray, airless spray, air-assisted airless spray, and high-volume, low pressure (HVLP) spray are summarized below:

a) Conventional Air Spray (Air Atomized)
Conventional air spray uses compressed air to atomize the coating as it exits the spray gun nozzle. The delivery to the system can be gravity feed, pressure pots, double diaphragm pumps or low-pressure piston pumps. Many configurations and controls can be adjusted to optimize performance with a given coating, including atomization pressure, fluid flow rate, nozzle size, fan width, and air cap selection.
Atomization air pressure is typically 35 to 80 psi and results in small particle size and thus fine finish quality. Conventional spray also allows for a high application rate, meaning it can coat many insulators quickly. However, turbulence is generated in the air cap, which leads to overspray and material losses. Moreover, the method is not well suited to high viscosity materials.
Due to their elastomeric characteristics, RTV silicone coatings are often difficult to atomize using conventional spray systems. While thinning thicker coatings with solvent can improve ‘sprayability’, this has drawbacks such as reduced film thickness if not properly compensated for, possible equipment degradation, and increased solvent consumption, which is both cost-inefficient and with a negative environmental impact.
b) Airless Spray
In airless systems, atomization of the coating does not occur by mixing it with compressed air. Instead, the coating is atomized via a large pressure differential: the coating is forced through a small spray tip at high pressure (1200–5000 psi, typically operating at 3000 psi). Airless spray equipment is simpler than a conventional system, since compressed air does not need to be generated nor controlled. The coating must still be delivered through a hose and input pressure must be controlled, commonly through high pressure diaphragm or piston pumps.
Piston pumps are better suited to higher viscosity coatings, and although more expensive initially, they are often cheaper to maintain than the less powerful diaphragm pump. The fan is controlled via the spray tip and operator technique and is slightly less tuneable than for conventional air spray. Droplet size is greater without compressed air atomization and provides a coarser finish. However, the larger particles delivered at high velocity results in a faster process.
A greater range of coatings can be applied with airless spray due to fewer viscosity limitations. Note that airless spray will not be suitable for dilatant materials (where shear stress increases viscosity) due to high shear forces occurring at the spray tip. The thixotropic nature of RTV silicone coating facilitates surface levelling of the large droplets when delivered to the surface with high shear stress. Viscosity of the coating is reduced due to the shear stress at the tip of the spray gun and droplets can flow more easily and flatten to form a level surface with nearby droplets. Since the droplets recover their viscosity after the initial shear stress, sag resistance is not negatively impacted.
c) Air-Assisted Airless Spray
Air-assisted airless spray combines the technologies of the two previously discussed methods, and returns to using an air compressor, in addition to the hose and spray gun required by all spray systems. The fluid pressure, supplied by an airless pump, is substantially lower than the airless spray system: 500–1500 psi, typically operating at 700–900 psi. Compressed air at the edge of the spray fan, applied at 15–35 psi, is used to shape the fan and further atomize, improving the quality of the finish.
d) High Volume Low Pressure (HVLP) Spray
HVLP uses compressed air to deliver the coating, however it uses a large volume of air to atomize the material at a lower pressure, typically around 10 psi. The system was developed to comply with stringent environmental regulations since lower pressures help reduce ‘bounce back’ and material losses, thus introducing less pollution into the environment. Since compressed air is used to atomize the coating, this results in a very fine finish, although the low pressures do slow the application process. Standard HVLP guns are best suited for low to medium viscosity materials, particularly when it is crucial to minimize waste and achieve an aesthetically pleasing appearance.

2. Dip Coating
Dip coating involves a simple process: the substrate is immersed in a tank of coating and subsequently withdrawn, resulting in complete coverage of the substrate with the coating. The parameters of withdrawal are critical to the control of the film’s thickness. For substrates with simple shapes, dip coating can easily achieve excellent uniformity and thickness. Dip coating can result in good coverage, though it does not always achieve the fine, smooth finish of spray coating since it may exhibit runs or drips from excess coating.
Recessed areas at the bottom of the insulator can pose a different challenge when dipped rather than sprayed since more coating can accumulate in these areas rather than less. Parameters such as substrate rotation and dipping angle can be adjusted to have success with substrates having more complex geometries. As such, dip coating an insulator may require substantial investment in development of the process of angle of approach, immersion time, rate of entrance and removal from the coating, rotational speed, etc. However, once these parameters are tuned appropriately, the dipping process can offer repeatable, fully covered insulators.
Unfortunately, many high voltage insulator coatings will encounter substantial obstacles in developing a dip coating procedure. Since RTV silicone material cures in ambient conditions, it is necessary to find a way to ensure that the coating cures only on the substrate and not in the dip tank. Though constant mixing of the dip tank can help reduce these curing issues, partial skins can still impact coating uniformity. A steady stream of nitrogen to prevent curing of the coating could cause other challenges such as solvent evaporation.
A coating that experiences changes in viscosity over time can cause substantial challenges to the dipping process since optimized parameters depend largely on the material viscosity. If the coating is slowly losing solvent as the insulators are dipped, repeatability and control of the process will be lost.
3. Brush
Brush coating is a manual application technique wherein the coating is applied directly onto the insulator using a paint brush. Though quality control evaluation of thickness and uniformity are required for all techniques, brush application requires minimal training and the simplest equipment. Brush coating offers excellent precision and can yield uniform thickness with even coverage on complex geometries and can be used to excellent effect for touch-ups or small areas. The primary limitation lies in its significant inefficiency relative to other application methods: it is at least 10 times slower than airless spray and not realistically suitable in most projects due to poor throughput.

Transfer Efficiency
Complete transfer of a coating from the pail to the insulator is inherently unattainable; there will always be some degree of material loss during application. However, extent of this loss varies significantly depending on application method selected. Techniques such as spray, dip or brush coating exhibit different transfer efficiencies, which directly influences material consumption and thus overall project cost.
Efficiency is also an important factor due to its impact on project timelines, labour costs and operational throughput. Selection of an application method must consider time efficiency but transfer efficiency is also crucial to reducing waste and minimizing cost of expensive coating materials. Brush application results in minimal material loss, with most coating transferred directly to the substrate with only residual material left on the brush and tray. While brush application is much slower, a single pail of coating applied by brush can cover many more insulators than the same amount applied by spraying.
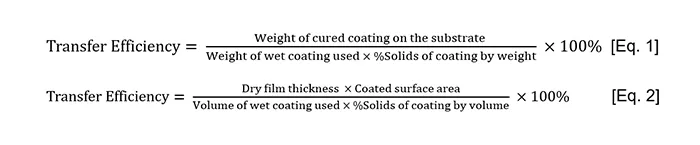
Transfer efficiency (TE) is the percentage of coating that covers the substrates compared to the total amount taken from the pail. Table 1 provides estimates for the transfer efficiencies of the various application methods. Large variance is not unexpected: different conditions, techniques, coatings, and determination methods all impact the TE.
Since solvent is used in many coatings, evaporative losses are accounted for by using the coating’s percent solids (Equation 1). TE can also be better understood by considering dry film thickness and surface area of the insulator that is coated, compared to the volume of coating being used up (as shown in Equation 2):

Due to atomization, spray coating inherently produces overspray, namely the coating mist that does not deposit on the insulator. Many factors influence the transfer efficiency of spray coating, including spray equipment, air velocity and atomization air pressure, fluid flow, fan size and cone angle, substrate size and shape, and skill of the operator.
Conventional air spray has the worst transfer efficiency of alternative application methods since the high pressures and turbulence of the air mixing with the coating result in significant overspray. By eliminating the compressed air, airless spray has a greater transfer efficiency than conventional spray. HVLP systems were designed to significantly increase transfer efficiency while maintaining a fine finish, although this comes at the cost of production rate. Outdoor spraying introduces additional inefficiencies since wind can blow the coating away. Moreover, achieving consistent film thickness requires initiating the spray off the substrate and then fanning it across the surface, contributing to further loss during the triggering.
Operator skill level has been reported to make a greater impact on transfer efficiency than type of equipment used, with technique causing variance of TE of up to 50%, thus emphasizing the importance of experienced and well trained personnel to the success of a project. For example, to reduce overspray, the operator may maintain a consistent gun distance and angle from the substrate, ensuring proper overlap of the spray pattern, and triggering the spray with appropriate timing.
Atomization air pressure, nozzle selection and other gun settings can be optimized, depending on coating, to improve TE. Unfortunately, there is often a trade-off between finish quality and transfer efficiency: as spray particle size is reduced, quality of spray typically improves but the transfer efficiency worsens. Even with extensive optimization, automation and cost-saving incentives, the automotive spray-painting industry typically only has transfer efficiencies of 50–60% since fine finish quality is essential.
Dip coating is understood to be an application method that generates minimal waste and has high transfer efficiency. Overspray is not a concern during dip coating, and careful engineering design can allow the excess coating that drips off the substrate to be returned to the dip tank. The low-waste nature of dip coating arises from being able to add coating to the tank as necessary while dipping the substrates, and leftover coating can be drained and stored for future use. If working on small projects, the coating remaining in the tank may not be able to be reused and constitute a larger proportion of overall total coating.
At higher volumes this is a comparatively minor loss compared to the consistent losses of overspray. However, if curing is a challenge throughout the dipping process, continually adding coating to the dip tank may not be practical and the excess coating may become unrecoverable, leading to significantly greater losses than those reflected by its reported 90% transfer efficiency. Moreover, changes in coating rheology over time will result in varying coating thickness, and thus inefficient use of coating.
Further Considerations of Application Methods
Spray coating can be manually performed outdoors on location—on live-lines or non-energized insulators—or can be factory applied. If the RTV coatings are being applied as a remedial measure, then it is necessary to apply the coatings outdoors. Substation and low to medium overhead line insulators are often coated in the field. The insulators must be clean and dry for good coating adhesion, so the temperature should be 3°C above the dew point and there must be no precipitation during application.
As discussed, spraying outdoors can result in much greater material loss from the wind impacting the amount of coating that reaches the insulator. Live-wire application can be performed, which is of course beneficial for a utility that wants to minimize shutdown time. However, it requires specialized coatings with the appropriate formulation and rigorous safety procedures and will be a slower process. In addition, since thickness measurements cannot be made during energized application, the applicators may overspray to ensure sufficient coverage is attained, thus increasing amount of coating used for the project.
Increasingly, RTV silicone coatings are being selected at the design stage of a project, so pre-coated insulators become an option. Factory application allows for significant control of the curing conditions of the material, facilitates good coverage of the bottom of insulators, and improves transfer efficiency. Insulators should be clean and dry prior to coating in any circumstance, and this is achieved more easily in a factory setting. However, the project must be able to support having a large space with adequate ventilation for the insulators to be coated and cured. Scrapes, resulting in damage to a coating, can occur from handling during transport and installation of pre-coated insulators. Special protective packaging can be used to reduce this risk, which can add to shipping cost.
Indoors, spraying can be performed manually, semi-automatically or automatically. Automated spraying offers advantages over manual spraying. Once the system is well developed, it can deliver highly uniform coverage, reduce defects such as streaks and coat quickly and with excellent repeatability. With proper optimization, an automated system may also be able to reduce overspray and inconsistencies.
There are safety benefits to automated application since workers manually applying coatings are often working in awkward and cramped positions and may experience repetitive strain. However, manual spraying remains a widely used and practical approach. While manual spraying is slower and subject to operator fatigue, experienced and skilled applicators can work strategically to maximize their output with good results.
It is not trivial to develop spray automation systems; significant expertise and facility investments are required to get started, and robot programming is time consuming and costly. One must consider scale of the project to evaluate the benefit of creating automated processes. Manual application is preferred when doing lower volume and highly customized work, small or intricate jobs, touch-ups and repairs, or if the requisite expertise to develop automated spraying is not available. Overall, there is a greater upfront cost to automated processes, but savings in labour, materials and reduced errors could justify the investment. Additionally, it is easier to integrate an automated system into an enterprise resource planning (ERP) system and work within Industry 4.0 of the future.
Dip coating insulators shares several operational similarities with automated spray coating, serving as an alternative method for producing pre-coated insulators. Like automated spray coating, it also needs meticulous calibration and process development by experts, along with selection of a coating formulation that is compatible with dip coating application.
Without such compatibility, dip coating is not a viable option. If coating viscosity is stable and curing well controlled, dip coating can be effectively scaled up for high-volume production, yielding good coverage and repeatable film thickness with minimal waste. However, this automated process is more prone to surface defects such as drips or bubbles, which may require touch up and compromise aesthetic quality of the final product compared to spray-coated insulators.
Conclusions
Selection of application method for high voltage insulator coatings is a multi-faceted decision that must balance technical performance, project efficiency and cost. Ideally, understanding coating properties, application parameters and priorities of the project management team are necessary as well. Some application methods will be able to achieve excellent results with some coatings but may be impractical to implement with others, depending on coating rheology and curing properties. Scale and goals of the project will influence how critical the speed with which the coating is applied is, and if application must be applied on or near the site.
Cost is a consideration for all projects, but the relative costs of the insulators, coating material, labour and application equipment will vary by scale and location. Transfer efficiency may be of particular importance when the coating is the largest line item, but high labour costs may prioritize time efficiency instead.
Ultimately, success of a coating project depends not only on application method but also on quality of execution since substrate preparation, expertise/skill of personnel and rigor of quality control are all critical to success. By aligning application strategy with project goals and constraints, utilities can optimize both technical outcome and economic value whenever selecting an application method.
Bibliography
[1] N. Arora, S. Asto Soto, A. De Castro Ribeiro, H. De Santos, M. Farzaneh, J. Garcia, R. Garcia, J. George, P. Graziosi, I. Gutman, R. Macey, Y. Okawa, D. Ramalho De Mello, L. Wang and R. Znaidi, “Coatings for improvement of electrical performance of outdoor insulators under pollution conditions,” Cigre WG B2.69 Technical Brochure, reference 837, 2021.
[2] J.-M. George, S. Prat, C. Lumb, F. Virlogeux, I. Gutman and J. Lundengard, “Field experience and laboratory investigation of glass insulators having a factory-applied silicone rubber coating,” IEEE Transactions on Dielectrics and Electrical Insulation, vol. 21, no. 6, pp. 2594-2601, 2014.
[3] S. H. K. Hamadi, M. Isa, S. N. M. Arshad, H. Othman and M. Othman, “Review on RTV Silicone Rubber Coatings Insulator for Transmission Lines,” IOP Conference Series: Materials Science and Engineering, vol. 864, p. 012188, 2020.
[4] “IEEE Guide for Cleaning Insulators,” IEEE Std 957-2005 (Revision of IEEE Std 957-1995), pp. 1-75, 20 September 2005.
[5] J. Trostle, “How to Choose the Best Application Technology for Your Specific Coating Requirements,” Coatings Tech, pp. 68-74, April 2012.
[6] H. de Santos and A. M. Sanz-Bobi, “Research on the pollution performance and degradation of superhydrophobic nano-coatings for toughened glass insulators,” Electric Power Systems Research, vol. 191, p. 106863, 2021.
[7] H. de Santos and M. Á. Sanz-Bobi, “A machine learning approach for condition monitoring of high voltage insulators in polluted environments,” Electric Power Systems Research, vol. 220, p. 109340, 2023.
[8] D. Chasky, “When to Use Conventional Versus Airless Spray,” KTA, 2017. [Online]. Available: https://kta.com/conventional-versus-airless-spray/. [Accessed 06 Aug 2025].
[9] Graco Inc, “The Basics of Airless Spraying,” 2019. [Online]. Available: https://www.graco.com/content/dam/graco/ced/literature/misc/321132/321132EN-H.pdf. [Accessed 21 Jul 2025].
[10] G. L. Muir, “Improving Liquid Spray Transfer Efficiency,” Products Finishing, pp. 62-66, March 1995.
[11] G. A. Toskey, “Test methods and application considerations for evaluation of silicone RTV coatings in the mitigation of wildlife-induced flashovers,” in Conference Record of the 1992 IEEE International Symposium on Electrical Insulation, Baltimore, 1992.
[12] E. L. McMillen, “Relation between Thixotropy and Leveling Characteristics of Paint,” Industrial & Engineering Chemistry, vol. 23, no. 6, pp. 676-679, 1931.
[13] Battelle, “Technical Reference Manual on Techniques for Reducing or Eliminating Releases of Toxic Chemicals in Metal Painting,” Iowa Department of Natural Resources, 2002.
[14] C. J. Brinker, “Dip Coating,” in Chemical Solution Deposition of Functional Oxide Thin Films, Vienna, Springer, 2013, pp. 233-261.
[15] J. Puetz and M. A. Aegerter , “Dip Coating Technique,” in Sol-Gel Technologies for Glass Producers and Users, Boston, Springer, 2004, pp. 37-48.
[16] Pacific Northwest Pollution Prevention Resource Center, “Transfer Efficiency and VOC Emissions of Spray Gun and Coating Technologies in Wood Finishing,” Iowa Department of Natural Resources, 1998.
[17] Q. Ye, B. Shen, O. Tiedje, T. Bauernhansl and J. Domnick, “Numerical and Experimental Study of Spray Coating Using Air-Assisted High-Pressure Atomizers,” Atomization and Sprays, vol. 25, no. 8, pp. 643-656, 2015.
[18] ASTM D5286-20, “Standard Test Methods for Determination of Transfer Efficiency Under General Production Conditions for Spray Application of Paints,” ASTM International, 2020.
[19] Graco Inc, “Transfer Efficiency,” 1995. [Online]. Available: http://wwwd.graco.com/Distributors/DLibrary.nsf/Files/CT_Transfer_Efficiency_321 036/$file/CT_Transfer_Efficiency_321036.pdf. [Accessed 21 July 2025].
[20] M. W. Plesniak, P. E. Sojka and A. K. Singh, “Transfer Efficiency for Airless Painting Systems,” Journal of Coatings and Tecnology Research, vol. 1, pp. 137-145, 2004.
[21] J. Kennedy, “Waste Reduction Methods for Production Painting Operations,” Washington State Department of Ecology, 1996.
[22] S. Poozesh, N. Akafuah and K. Saito, “Effects of automotive paint spray technology on the paint transfer efficiency – a review,” Proceedings of the Institution of Mechanical Engineers, Part D: Journal of Automobile Engineering, vol. 232, no. 2, pp. 282-301, 2017.
[23] J. B. Zimmerman and P. T. Anastas, “When is waste not a waste?,” Sustainability Science and Engineering, vol. 1, pp. 201-221, 2006.
[24] R. Rendina, M. R. Guarniere, A. Posati, J. George, S. Prat and G. De Simone, “First Experience With Factory-Coated Glass Insulators On The Italian Transmission Network,” in INMR World Conference & Exhibition on Insulators, Rio de Janeiro, 2007.
[25] H. Chen and W. Sheng, “Transformative industrial robot programming in surface manufacturing,” in IEEE International Conference on Robotics and Automation, Shanghai, 2011.
[26] N. V. Syreyshchikova, D. Y. Pimenov, T. Mikolajczyk and L. Moldovan, “Automation of Production Activities of an Industrial Enterprise based on the ERP System,” Procedia Manufacturing, vol. 46, pp. 525-532, 2020.
[27] B. V. Costin, T. Anca and C. Dorian, “Enterprise Resource Planning for Robotic Process Automation in Big Companies. A Case Study,” in 24th International Conference on System Theory, Control and Computing (ICSTCC), Sinaia, Romania, 2020.