Manufacturing composite insulators for overhead line applications is mainly a machine driven process. Key factors include the quality of the equipment, molds and sub-components, which include the FRP core rod, the polymeric housing material (whether high consistency rubber or liquid silicone rubber) and the metal end fittings. Unlike for porcelain and glass insulators, scale of operation is much smaller and there is also far less need for intermediate processing and handling. This has made entry into this business segment comparatively easy and helps explain why there are now hundreds of suppliers of such insulators worldwide. The majority of these are located in China, which is also the world’s largest market for composite insulators.
There are two alternative technologies when it comes to production of composite long rod insulators applied on overhead lines. The more common sees the entire housing molded onto the core rod in either a single or in multiple shots on a specialized injection-molding machine. The other, referred to as the ‘modular approach’, sees pre-molded sheds slipped over an FRP rod that has already had a layer of silicone material extruded over it. The sheds are then bonded onto exact locations along the rod to achieve the desired insulator geometry and creepage.
Injection-Molding Technology

The driving issues for manufacturers of composite insulators include high conformity rate, low wastage of expensive raw materials and shortest possible cycle time. All determine machine and worker productivity as well as final product quality and cost.

Conformity rate is a good measure of the overall level of quality control in a plant. One factor that can adversely impact conformity during injection-molding, for example, is air becoming trapped in the viscous HCR silicone material as it moves from the stuffer and plasticizing unit into the mold cavity.

The function of the plasticizing unit for insulators made with a high consistency rubber (HCR) silicone housing is to render the viscous material to a state where it can better flow into the mold, while also removing any air bubbles that might develop during the process. From the plasticizing unit, the silicone is transmitted for injection into a cold runner system that ensures the same pressure at each injection nozzle and also optimizes material utilization, thereby reducing wastage.
Another potential conformity problem is rod displacement, caused if the FRP rod, with or without end fittings already crimped on, shifts from the center of the mold cavity due to excessive machine vibration. Closing by the top mold moving down method helps ensure the rod is kept still before injection. Precise control is also needed over injection speed as well as temperature and pressure of the injected silicone.
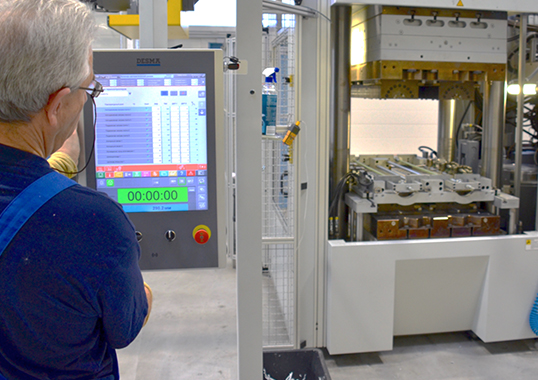
As order volumes grow, the ability of molding equipment to handle larger and larger production quantities with minimal downtime as well as with high conformity rate becomes critical. These are therefore key considerations that influence the purchase of new injection-molding equipment. For example, machines have now been designed to mold large quantities of 220 kV line insulators in a single injection shot or alternatively 500 kV insulators in two shots. In fact, productivity of injection machines for manufacturing composite line insulators has improved continuously since the 1990s when these were mostly adaptations of equipment used to mold products for other applications.

These days, injection-molding machinery has become highly specialized in order to best meet production goals that include handling large volumes with high conformity rate and highest possible productivity. At the same time, the rapidly growing international market for composite insulators has changed the production philosophy of many suppliers. For example, in the past it may have been sufficient to satisfy demand for different types and sizes of insulators on the same machine. But now, faced with increased international demand, manufacturers recognize the benefits of specialized machines able to work most efficiently with their proprietary material formulation and hardness, which can influence the plasticizing and injection system. Moreover, a machine specialized for different medium or high voltage insulator applications can better maximize productivity by allowing the same items to be manufactured in high volumes.

As example, one manufacturer that had used older generation molding equipment to produce 220 kV insulators in a single shot saw product conformity rate increase by 23% and production cycle time decrease by 30% after converting to a new generation machine. In another case, a supplier of 11 kV composite insulators used to work with an adapted 400-ton injection-molding machine having a daily productivity of 900 pcs and an average 36 g of flash on each product. After converting to a more advanced 360-ton machine, productivity increased to 2300 pcs/day while wastage fell to only about 5 g of flash per item.
Optimizing the injection-molding process requires precise control over machine pressure, speed and injection volume since all impact quality and cost. Some quality issues are easily observed in the form of excessive flash, trapped air, shortage of material, uneven color and surface scratching. But others are harder to detect by appearance alone. These include rod damage or non-concentricity, insufficient adhesion between rod and housing, non-even curing or scorching.
In fact, insufficient adhesion of housing to rod has recently been flagged as one of the leading causes of failures of these types of insulators.

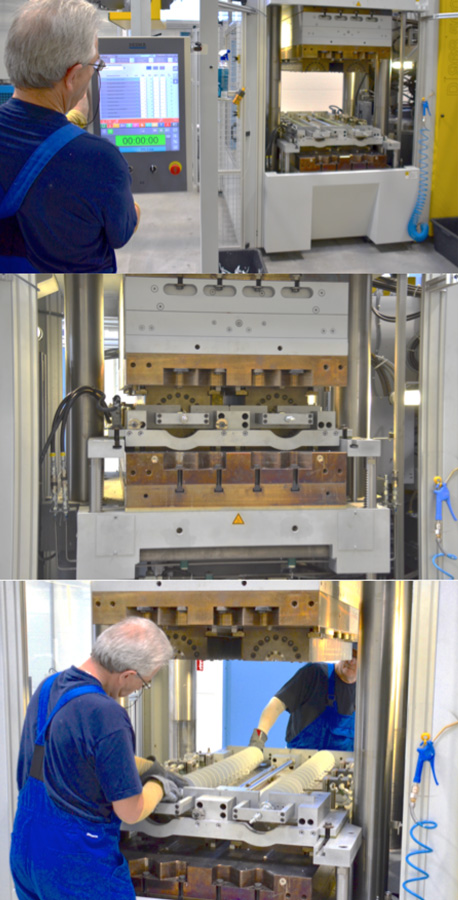
Another important consideration in machine selection is ease of maintenance such that all work can be done at ground level without requiring climbing or working from a height. This also impacts worker safety and ergonomics. Filling the stuffer is a task that can pose risk and be physically demanding on workers who have to continually lift and push up a heavy mass of silicone raw material.

Depending on whether the polymeric shed material is HCR or liquid silicone rubber (LSR), greater demands can also be placed on auxiliary equipment such as the dosing units. These include achieving higher dosing pressures to enhance process stability while also allowing easier changeover of barrels of the silicone material. For example, mixing components may be critical and that means that two or even three static mixers may be necessary. This in turn requires more pressure from the machine or else dosing could proceed too slowly and mold cavities may not fill properly during the product’s cure cycle. That is why some manufacturers prefer volumetric dosing with an electronically controlled pump stroke to assure perfect mixing. If not, some residue may remain in one of the barrels when the other is already empty, leading to wastage of expensive material.

The mold itself plays an important role in determining quality as well as productivity. A great deal of technology is built into every mold design and mold suppliers work with customers to develop molds for reduced machine downtime and increased productivity. Frequent mold changing is generally to be avoided and using molds that contain different cavities to produce a variety of pieces at one time can save mold changing, cleaning and heating time.
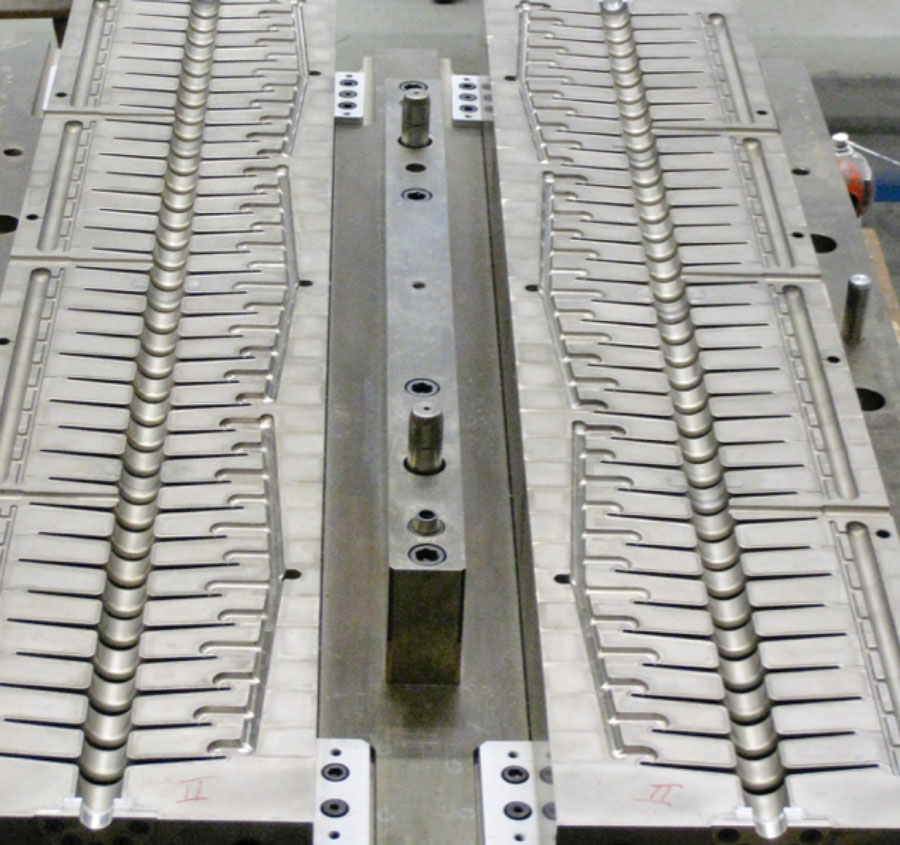
A typical mold is expected to last about 15 years versus about a 25 to 30 year lifetime for a typical rubber injection machine. But to attain such an effective service life, the mold must be carefully handled since risk of damage is highest during processes such as cleaning or mold changeover. Most insulator manufacturers do not have in-house mold service and instead send these back to the supplier for repair or periodic maintenance to ensure they are always in good condition.
Looking to the future of this production technology, injection machine suppliers expect to follow a basic concept whereby most of the equipment they supply relies on standardized components but mixed so as to better meet different customer needs. Examples include adding a sliding system for better access for insert feeding and easier de-molding or where items being molded are multi-components such as conductive parts with over-molded silicone, as in the case of some cable accessories.
Further developments in molding electrical components such as insulators will include increased automation downstream to reduce reject rates by eliminating any possible adverse influence from the worker. Items are still warm as they exit the mold, meaning they are at increased risk of damage from improper handling.

Modular Assembly Technology
The modular assembly manufacturing process starts with quality control inspection of FRP rods looking for defects such as voids or inclusions – as also done for the other manufacturing technology. Afterwards, these are ground to the diameter required, ensuring that each is perfectly round. The next step sees a primer applied to ensure bonding to a layer of silicone rubber that is extruded over the rod in a precisely defined thickness.

A machine controls the entire process, including speed at which extrusion takes place. Constant pressure is applied to the rod to achieve perfect bonding and the silicone is cured at high temperature. In the end, the process aims to ensure perfect concentricity and consistent thickness of the silicone layer. Extruded rods are then transferred to a kiln where final chemical bonding between rod and rubber takes place. They are then cut to required lengths, according to the type of insulators to be made downstream.
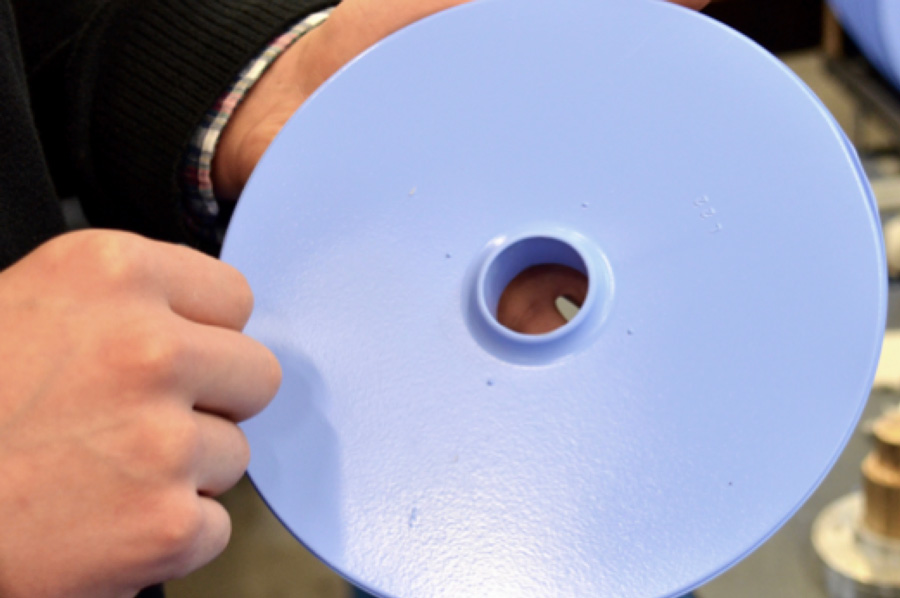
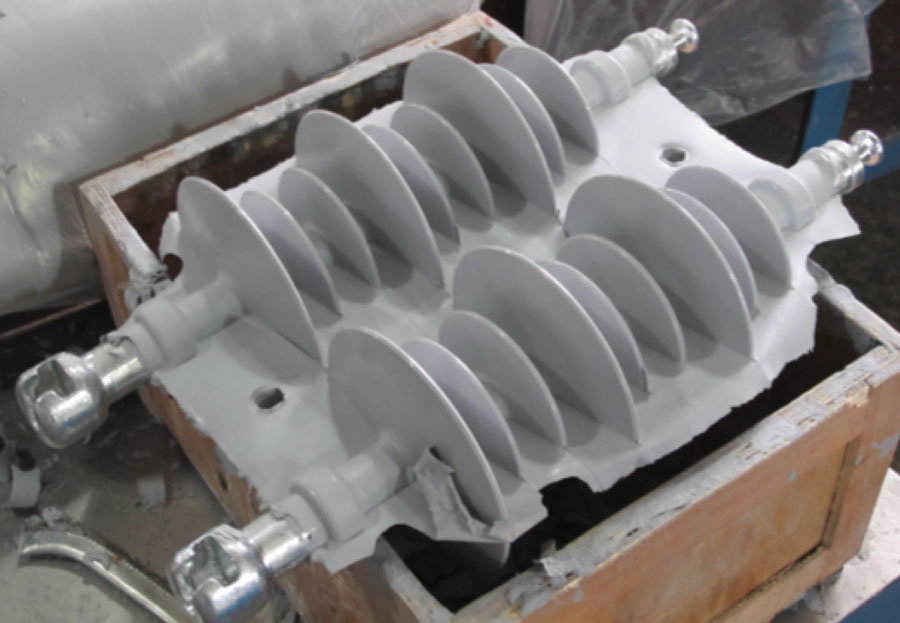
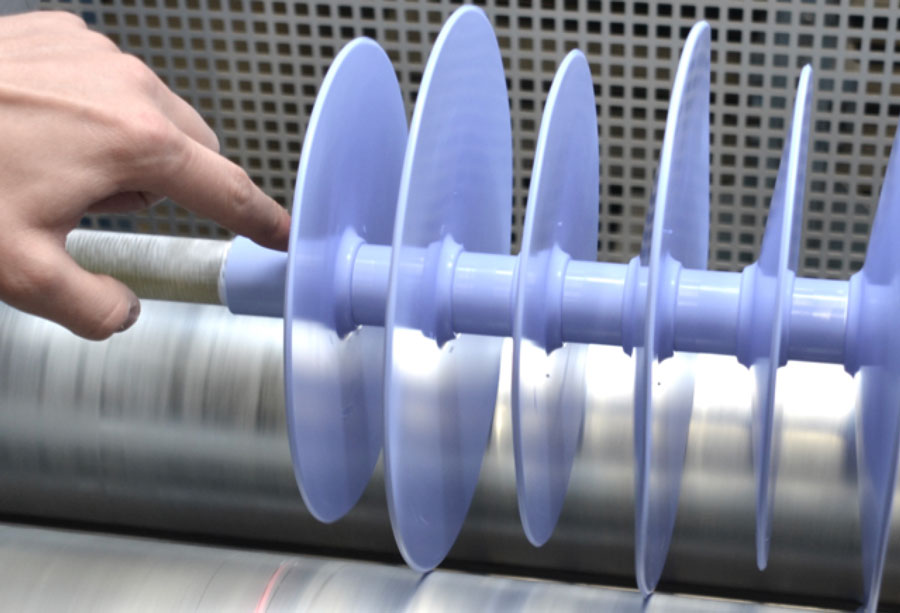
In a separate production process, silicone sheds are cast in a variety of geometries and creepages to suit a range of different AC or DC application requirements. The next step is the most important and relies on specially engineered machines to place all sheds in their respective positions along the rod according to final insulator design. This specific process and machine technology varies from one supplier to the next and is considered highly strategic since it involves considerable manufacturing know-how.
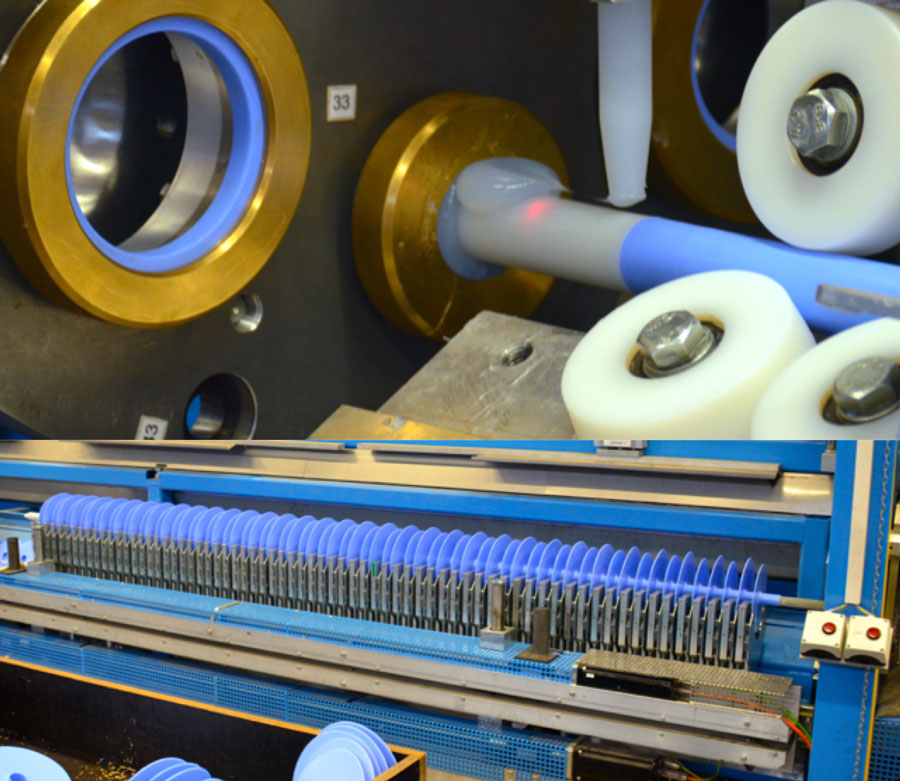
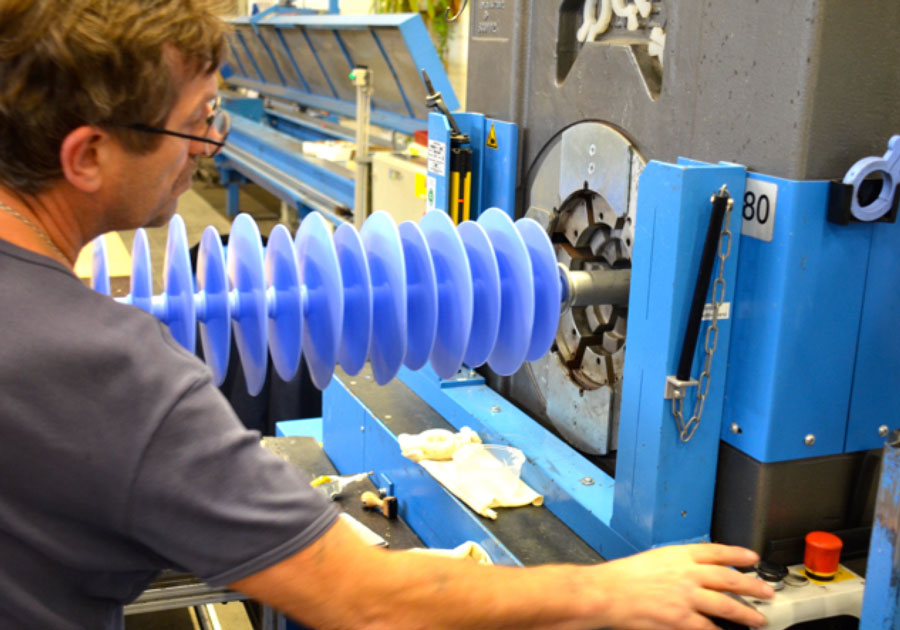
In one case, for example, a high temperature vulcanizing paste is applied to the inside of each shed before it is inserted into the machine in order to improve bonding between the two silicones. Another vulcanizing paste is applied to the extruded rod at precise locations identified by a laser before it is inserted through the centers of each shed in the assembly machine. The fully assembled insulator is then taken to another station to be cleaned and to check that both first and last sheds are positioned where they are supposed to be.

Finally, the unit is transferred to a high temperature oven for several hours to ensure perfect chemical bonding between the two silicones. Quality control at this step consists of destructive testing of random samples to verify bonding. The last production step is crimping and applying a silicone sealant to the triple point between end fitting, rod and silicone to ensure no moisture can enter this critical location.
Comparison of Technologies
There are differing views as to which manufacturing technol¬ogy is superior – injection molding or modular assembly. Suppliers of the modular approach argue that one of the key benefits of this technology is that the critical bond between core rod and silicone can be easily controlled and verified – something that is more difficult or even impossible to do with injection-molding of the entire housing. Modular manufacturing also allows for a wider range of possible shed geometries and insulator designs, without a corresponding large investment in many different expensive molds.
On the other side, those who make a single injected housing claim that this approach results in fewer critical interfaces where potential problems can arise. In the end, both technologies – if executed properly – will ensure high quality composite insulators that perform as intended.







