Distribution arresters have been used on power systems for over a century during which time there has been a complete changeover in housings from ceramic to polymeric. Porcelain arresters often had issues with sealing and water ingress that sometimes resulted in ‘clear sky, sunny day’ failures. In addition, these arresters also presented safety issues for lines workers due to sharp edges from any units that had chipped during handling. Moreover, when arresters failed, there was concern about porcelain shattering above public areas.
By the late 1980s, manufacturers had begun to introduce arresters with polymeric housings that seemed the perfect solution to past problems linked to porcelain. A rubber material seals better and is also much less a danger when failing. Still, unlike porcelain housings that last for decades, no one knew what to expect in terms of effective service life of the new polymeric arresters. Although there was no initial consensus on optimal housing material, most manufacturers predicted a service life of about 20 years.
The 30-year milestone for polymeric distribution arresters has now passed and allowed an opportunity to compare performance of products from different suppliers. It also demonstrated that different materials and designs experience substantially different weathering.
This edited past contribution to INMR by utility consultant Larry Vogt, looked at how certain polymer-housed arresters used in the U.S. southeast have been holding up in service. His analysis focused on arresters removed from distribution systems for reasons such as failure, where the disconnector had operated, or due to obvious degradation. Still others were deemed fully functional and removed only due to lines needing to be re-routed.


Standards
The first IEEE standard containing tests for polymer-housed arresters was published in the early 1990s. The tests introduced in this edition were based on little supporting history since these arresters had only been in use for several years. The two tests specified at the time covered premature ageing due to sunlight and electrical stress. Since these same polymeric materials had also been used for years on components such as insulators, product developers depended on performance tests used by experienced insulator manufacturers.
UV Ageing
The ageing test adopted was the well-used QUV test and consisted of exposing rubber samples to a specific amount of ultraviolet light and then assessing any impact, such as de-polymerization. In fact, this test is still being used with no change in specification.
Electrical Stress Ageing
Tests developed for insulators at different laboratories consisted basically of periodic wetting followed by application of voltage. While exact format varied among the different tests, one common element was that each required a minute or so of dry band arcing – believed at the time and still today as the primary phenomenon that ages polymeric materials under electrical stress. If polymeric materials were never exposed to moisture with subsequent periods of drying, there would be no risk of ageing due to electrical stress.
The rationale behind such a test was that, wherever installed, arresters experience arcing phenomena almost daily. When the ambient temperature passes below the dew point, water droplets form on the surface of the housing. At some point, voltage stress between droplets results in an arc from one to another. Such electrical activity generates heat and can also degrade the polymer.
By the late 1990s, two more tests were added to the IEC as well as IEEE standards: the 1000-hour salt fog test and the 5000-hour multi-stress test. The first was a severe test that required that a full arrester be installed in a chamber energized for 1000 hours. During that time, fog is created periodically and leads to dry band arcing. This test is still required in the latest standards. The 5000-hour multi-stress test required a complex schedule of heat, cold, fog, rain and UV, while energized, was offered as yet an additional test, mentioned but not required in the standards. After several years of applying this test, it became clear that it provided little additional benefit and was dropped from the latest editions of both IEC and IEEE standards.

Materials Used in Arrester Housings
Two basic housing materials are used extensively on the surge arresters available in the U.S. market: silicone rubber and ethylene-propylene rubber. The exact composition of these materials has always been proprietary so users do not know all the ingredients or their exact proportions in the formulation.
Silicone Rubber Based
The base material in this case is silicone rubber and a common additive is ATH (aluminum tri-hydrate) to act as filler and flame retardant. Both high temperature vulcanizing (HTV) and liquid silicone rubber (LSR) have been used to manufacture arrester housings.
Ethylene-Propylene Based
There have been several suppliers of this type of arrester in the U.S. market and the material formulation in some cases was the same as that originally developed for insulators.
Arrester Assessment

This assessment is not intended as a scientific analysis using a full factorial data set but rather as an empirical look at how different arrester housing materials and designs can degrade over time. All the samples collected have operated in the harsh coastal environment of the U.S. southeast. Some samples are known to have operated for 30 years and some less, with date of manufacture known either from the name plate or design type. Relative performance was assessed based on the following factors: surface condition, hydrophobicity, cracking, changes in hardness, mold growth and types of contamination.
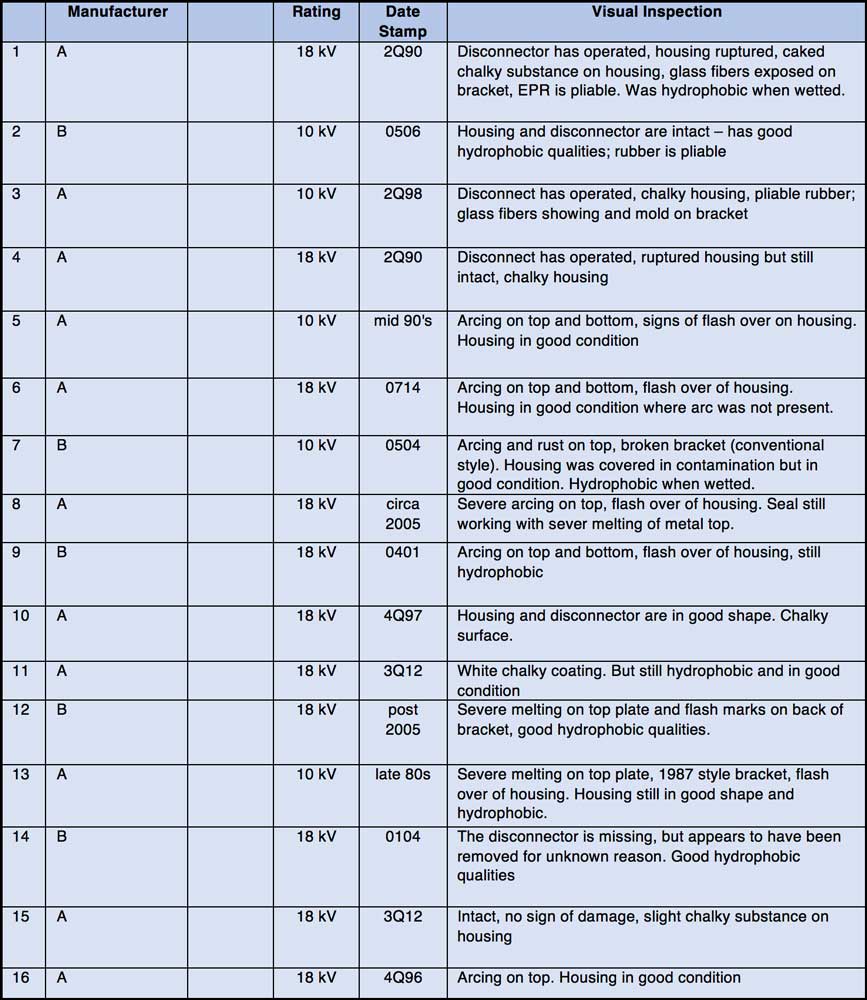

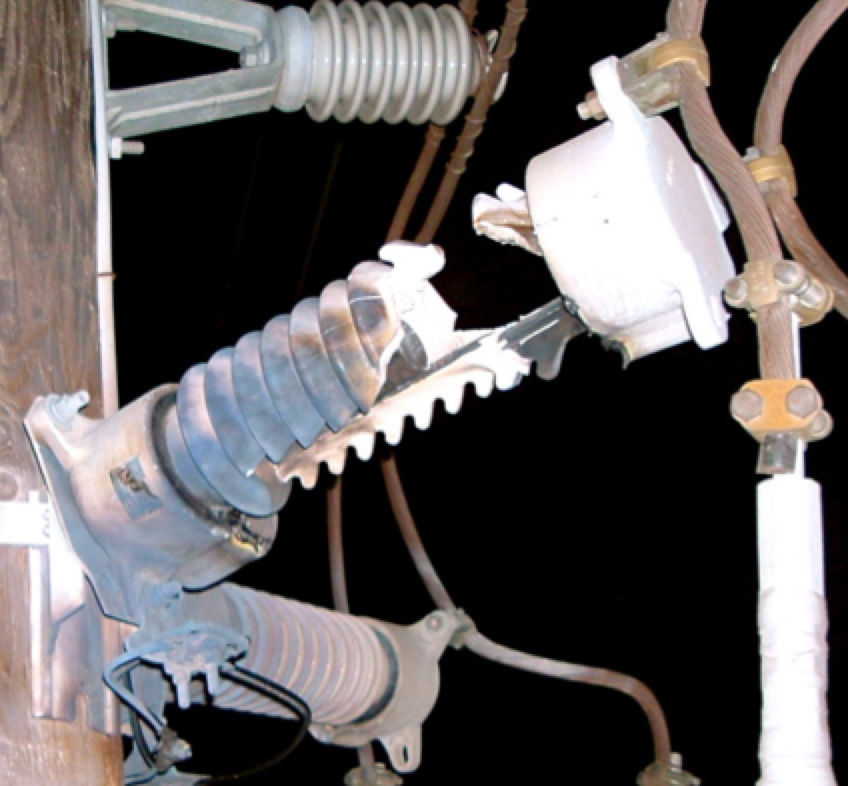
Fig. 2 shows a 27-year old EPR housed arrester that had suffered an overload event and where the disconnector had operated. Other than the obvious tears from the overload, the housing was without any visible etching or cracking. The seams were intact and the surface was still hydrophobic (see Fig. 3). One notable aspect was the thick layer of gray chalky powder that had built up on the rubber surface (see Fig. 4). While chemical content of this material is not known, it also appears on nearly all the older units linked to this supplier.



Nonetheless, this powdery layer does not negatively affect hydrophobicity and the rubber remained sturdy and pliable. Upon bending, the chalky powder cracked slightly but not the rubber beneath. Fig. 5 shows the chalky powder scraped from the surface, revealing the excellent rubber surface below.


Fig. 6 shows one of the oldest silicone rubber housings from the sample set in Table 1 and is 13 years old. Although the arrester had experienced a flashover, there was no internal fault and the housing therefore remained intact. Still, the flashover point had led to significant rusting of the stainless steel top cap, typical of welded stainless steel, and had contaminated the rubber along one side of the arrester. The rubber remained pliable however, when bent, shallow cracks were visible (see Fig. 7). There was a small amount of electrical activity or etching of the rubber due to dry band arcing and also some contamination build up on the housing. Fig. 8 shows that the unit retained its hydrophobicity.


Unit #9 had an animal guard attached but flashed anyway, likely due to interaction with wildlife. This unit is 2001 vintage and, while it experienced flashover of the housing, the silicone rubber material remained pliable and hydrophobic.



FFig. 10 shows a 24-year-old arrester still in service along the north Florida Atlantic coast. There are no signs of degradation although some mold growth appears on the underside of sheds.


The 24-year-old arrester in Fig. 11 (not from Table 1) was removed from the system, without having failed, due to extreme degradation. The material was an early EPR formulation used for several years before being changed to the present-day material. The housing had become soft and chunks could be broken off. Fig. 12 shows an early arrester in service, with no evidence of erosion or degradation.
Conclusions
1. All 16 samples examined were sprayed to check hydrophobicity. The units with silicone housing had varying degrees of hydrophobicity, depending on level of contamination. Cleaner looking units performed better. Units made using EPDM housings performed well initially, even the oldest units, but with continued spray the water eventually began to sheet. Tests showed similar results with EPR.
2. All housing materials (except for the highly degraded unit not covered in Table 1) seemed pliable and in reasonable condition. EPR and EPDM housing materials had become white with a powdery coating but, based on texture, the rubber still seemed in good condition. In fact, the powder coating seemed to give the unit better hydrophobicity. The silicone rubber housing from one supplier offered the best hydrophobic qualities but seemed to collect contamination more easily, which tended to reduce this attribute.
3. The tests prescribed in the IEEE standards from the early 1990s clearly were appropriate (if not a bit overly conservative) since all arresters that had passed showed excellent service histories of as much as 30 years